कार्य समय की लागत का अध्ययन करना बहुत महत्वपूर्ण है, क्योंकि... परिणामस्वरूप प्राप्त जानकारी के आधार पर, श्रम के संगठन और उसके विनियमन से संबंधित अधिकांश समस्याओं का समाधान किया जाता है।
संचालन की संरचना, कार्य समय की लागत, तकनीकों और कार्य के तरीकों को युक्तिसंगत बनाने, मानकों के अनुपालन न करने के कारणों की पहचान करने, अतार्किक लागत और कार्य समय के नुकसान को निर्धारित करने, प्रभावित करने वाले कारकों पर डेटा प्राप्त करने के लिए अनुसंधान किया जाता है। संचालन के तत्वों को पूरा करने, नियामक सामग्री विकसित करने, मानकों और मानकों की गुणवत्ता का आकलन करने के साथ-साथ अन्य समस्याओं को हल करने का समय।
श्रम प्रक्रिया के अध्ययन में इसकी सभी विशेषताओं का विश्लेषण शामिल है जो श्रम और उत्पादन संसाधनों के उपयोग की दक्षता को प्रभावित करते हैं। उपकरण के तकनीकी मापदंडों, एर्गोनोमिक आवश्यकताओं के अनुपालन, काम करने की स्थिति, प्रयुक्त प्रौद्योगिकी, संगठन और रखरखाव के साथ-साथ पेशेवर योग्यता, साइकोफिजियोलॉजिकल, श्रमिकों की सामाजिक विशेषताओं और अन्य कारकों का अध्ययन किया जाता है। अध्ययन के उद्देश्यों के आधार पर जानकारी प्राप्त करने और संसाधित करने के तरीकों का चयन किया जाता है। इष्टतम आवश्यक जानकारी प्राप्त करने और उसके बाद के उपयोग से जुड़ी न्यूनतम कुल लागत है।
श्रम प्रक्रियाओं के अध्ययन से संबंधित दो समस्याओं का समाधान सबसे महत्वपूर्ण है। पहला संचालन के तत्वों को निष्पादित करने में लगने वाले वास्तविक समय को निर्धारित करने से संबंधित है। दूसरा कार्य शिफ्ट या उसके हिस्से के दौरान बिताए गए समय की संरचना स्थापित करना है।
किसी ऑपरेशन के तत्वों की अवधि निर्धारित करना समय मानकों को विकसित करने, सबसे तर्कसंगत श्रम विधियों का चयन करने और मानदंडों और मानकों का विश्लेषण करने के लिए आवश्यक है। कार्य समय लागत की संरचना का उपयोग प्रारंभिक और अंतिम समय, कार्यस्थल की सेवा के लिए समय, कार्य समय का उपयोग करने की दक्षता का आकलन करने और मौजूदा श्रम संगठन का विश्लेषण करने के लिए मानकों को विकसित करने में किया जाता है।
चूँकि कार्य समय की लागत भिन्न-भिन्न होती है, इसलिए उन्हें अध्ययन और विश्लेषण के प्रयोजनों के लिए वर्गीकृत किया जाता है। वर्गीकरण कार्य समय के वास्तविक व्यय का अध्ययन करने, विकास भंडार की पहचान करने, श्रम प्रक्रिया के तत्वों के लिए आवश्यक समय व्यय निर्धारित करने और मानक स्थापित करने के लिए अवलोकन परिणामों की तुलना और विश्लेषण का आधार है।
कार्य समय का तात्पर्य कार्य दिवस की लंबाई, कानून द्वारा स्थापित कार्य सप्ताह के साथ-साथ उस समय से है जब कर्मचारी अपने कार्य के संबंध में उद्यम में रहता है।
उद्देश्य के आधार पर, कार्य समय को कार्य समय और अवकाश समय में विभाजित किया जाता है।
कार्य समय का तात्पर्य कार्य दिवस के उस भाग से है जिसके दौरान कार्य किया जाता है।
ब्रेक टाइम कार्य दिवस के उस हिस्से को संदर्भित करता है जिसके दौरान विभिन्न कारणों से श्रम प्रक्रिया नहीं की जाती है।
कार्य समय, बदले में, दो प्रकार की लागतों में विभाजित होता है: एक उत्पादन कार्य को पूरा करने का समय (टीपीजेड) और उन कार्यों को करने में लगने वाला समय जो किसी दिए गए कर्मचारी के लिए विशिष्ट नहीं हैं, जिन्हें समाप्त किया जा सकता है (टीएनजेड)।
किसी उत्पादन कार्य को पूरा करने के समय में तैयारी और अंतिम, परिचालन और कार्यस्थल रखरखाव का समय शामिल होता है।
तैयारी और अंतिम समय (टीपीटी) किसी उत्पादन कार्य को पूरा करने के साथ-साथ उसके पूरा होने पर सभी कार्यों के लिए खुद को और अपने कार्यस्थल को तैयार करने में बिताया गया समय है।
परिचालन समय (शीर्ष) वह समय है जिसके दौरान कार्यकर्ता कार्य पूरा करता है (श्रम की वस्तु के गुणों को बदलता है)।
इसे मुख्य (तकनीकी) और सहायक में विभाजित किया गया है।
बेसिक (टीओएस), या तकनीकी समय श्रम के विषय को बदलने पर सीधे खर्च किया जाने वाला समय है।
सहायक समय (टीवीएस) के दौरान, मुख्य कार्य को पूरा करने के लिए आवश्यक क्रियाएं की जाती हैं।
शिफ्ट के दौरान कार्यस्थल की देखभाल करने और उपकरण, औजारों और उपकरणों को काम करने की स्थिति में बनाए रखने में लगने वाले समय को कार्यस्थल की सर्विसिंग (ब्रेक) के समय के लिए जिम्मेदार ठहराया जाता है। मशीन और स्वचालित प्रक्रियाओं में, इसमें कार्यस्थल के तकनीकी (टीटीओ) और संगठनात्मक (टू) रखरखाव का समय शामिल है। कार्यस्थल रखरखाव समय में किसी दिए गए ऑपरेशन या विशिष्ट कार्य (एक सुस्त उपकरण को बदलना, आदि) के प्रदर्शन के संबंध में कार्यस्थल की सेवा में बिताया गया समय शामिल है। संगठनात्मक रखरखाव में शिफ्ट के दौरान कार्यस्थल को बनाए रखना, साथ ही शिफ्ट के अंत में कार्यस्थल की सफाई करना शामिल है।
कुछ उद्योगों (कोयला, धातुकर्म, भोजन, आदि) में, कार्यस्थल की सेवा में लगने वाला समय आवंटित नहीं किया जाता है, बल्कि तैयारी और अंतिम समय को संदर्भित करता है।
ब्रेक टाइम को विभाजित किया गया है: आराम और व्यक्तिगत जरूरतों के लिए ब्रेक (टोटल), संगठनात्मक और तकनीकी प्रकृति के ब्रेक (टीपीओटी), उल्लंघन के कारण ब्रेक (टीएनटीडी)।
आराम और व्यक्तिगत अवकाश एक कर्मचारी द्वारा थकान को रोकने के साथ-साथ व्यक्तिगत स्वच्छता के लिए आराम करने के लिए उपयोग किया जाने वाला समय है।
संगठनात्मक और तकनीकी प्रकृति के ब्रेक प्रौद्योगिकी और उत्पादन संगठन (टीपीटी) के कारण होने वाले समय के साथ-साथ उत्पादन प्रक्रिया (टीपीएनटी) के प्रवाह में व्यवधान हैं।
श्रम अनुशासन के उल्लंघन से जुड़े ब्रेक में देरी, कार्यस्थल से अनधिकृत अनुपस्थिति, काम से समय से पहले प्रस्थान, यानी शामिल हैं। कर्मचारी की गलती के कारण डाउनटाइम।
कार्य समय लागत का अध्ययन करने के तरीकों और तरीकों का वर्गीकरण
श्रम प्रक्रियाओं को कई विशेषताओं के अनुसार वर्गीकृत किया जा सकता है: अध्ययन का उद्देश्य, देखी गई वस्तुओं की संख्या, अवलोकन की विधि, इसके डेटा को रिकॉर्ड करने का रूप आदि।
कार्य समय का अध्ययन प्रत्यक्ष माप की विधि तथा क्षणिक अवलोकन की विधि द्वारा किया जाता है।
प्रत्यक्ष माप की विधि श्रम प्रक्रियाओं का पूरी तरह से अध्ययन करना, उनकी अवधि पर पूर्ण रूप से विश्वसनीय डेटा प्राप्त करना, कार्य के व्यक्तिगत तत्वों के प्रदर्शन के अनुक्रम के बारे में जानकारी, साथ ही संपूर्ण अवलोकन के लिए कार्य समय के वास्तविक व्यय को संभव बनाती है। अवधि।
कार्य समय का प्रत्यक्ष माप निरंतर (निरंतर), चयनात्मक और चक्रीय माप द्वारा किया जाता है।
सतत मापन सभी प्रकार के उत्पादन में सबसे आम है, क्योंकि कार्य समय की वास्तविक लागत, उसके नुकसान, उनकी भयावहता और उनके घटित होने के कारणों के बारे में विस्तृत जानकारी प्रदान करें।
ऑपरेशन के व्यक्तिगत तत्वों का अध्ययन करने के लिए, चयनात्मक माप का उपयोग किया जाता है। विशेष रूप से, इनका उपयोग बहु-मशीन कार्य आदि में सहायक क्रियाओं और तकनीकों के लिए समय निर्धारित करने के लिए किया जाता है।
नमूना अवलोकन का एक प्रकार चक्रीय माप है, जिसका उपयोग छोटी अवधि की क्रियाओं का अध्ययन और मापने के लिए किया जाता है, जब कार्रवाई करने का समय सीधे निर्धारित नहीं किया जा सकता है।
हालाँकि, प्रत्यक्ष माप पद्धति का मुख्य नुकसान अवलोकन करने और प्राप्त डेटा को संसाधित करने की लंबी अवधि और श्रम तीव्रता है, साथ ही यह तथ्य भी है कि एक पर्यवेक्षक एक साथ श्रमिकों के केवल एक छोटे समूह के समय व्यय का अध्ययन कर सकता है।
क्षणिक अवलोकन की विधि का सार यादृच्छिक रूप से चयनित क्षणों पर एक ही नाम के खर्चों की संख्या को पंजीकृत करना और ध्यान में रखना है। इस पद्धति के महत्वपूर्ण लाभ अवलोकन में आसानी, कम श्रम तीव्रता और कम समय में आवश्यक जानकारी प्राप्त करना हैं। एक अकेला पर्यवेक्षक बड़ी संख्या में श्रमिकों के समय व्यय का अध्ययन कर सकता है। क्षणिक अवलोकन न केवल विशेष पर्यवेक्षकों द्वारा, बल्कि सभी इंजीनियरिंग और तकनीकी कर्मचारियों द्वारा भी किया जा सकता है।
क्षणिक अवलोकन पद्धति के नुकसान कार्य समय लागत के केवल औसत मूल्यों की प्राप्ति, कार्य समय की हानि के कारणों पर अधूरा डेटा, साथ ही कार्य समय लागत की संरचना का अपर्याप्त खुलासा हैं।
इस तथ्य के कारण कि दोनों विधियां व्यक्तिपरकता से ग्रस्त हैं, शोधकर्ताओं को श्रम तीव्रता को कम करने और कार्य समय लागत के अध्ययन की विश्वसनीयता बढ़ाने के लिए उन्हें कुशलतापूर्वक संयोजित करने के कार्य का सामना करना पड़ता है।
अध्ययन की जा रही लागतों के उद्देश्य, उद्देश्य और सामग्री के आधार पर, टिप्पणियों को विभाजित किया गया है: कार्य समय की तस्वीर, समय और फोटो समय, जिसका सार निम्नलिखित अध्यायों में सामने आया है।
परिणामों के अवलोकन और रिकॉर्डिंग की विधि के आधार पर, दृश्य, स्वचालित और दूरस्थ तरीकों को प्रतिष्ठित किया जाता है।
दृश्य विधि के साथ, पर्यवेक्षक मैन्युअल रूप से समय उपकरणों (घड़ियों, स्टॉपवॉच इत्यादि) की रीडिंग के आधार पर परिणामों को रिकॉर्ड करता है, साथ ही समय बिताए गए समय की संख्या के लिए काउंटर भी रिकॉर्ड करता है। इस पद्धति के मुख्य नुकसान हैं: कार्य प्रक्रिया में विचलन को रिकॉर्ड करने और कार्य की गति का आकलन करने की व्यक्तिपरकता, समय उपकरणों को पढ़ते समय त्रुटियां, अवलोकन की वस्तु के करीब एक पर्यवेक्षक की उपस्थिति की आवश्यकता, अध्ययन करने में कठिनाई तेजी से होने वाली प्रक्रियाएं, पर्यवेक्षक के ध्यान पर एक बड़ा दबाव इस तथ्य के कारण होता है कि उसे एक साथ कार्यकर्ता की निगरानी करनी होती है, काम की प्रकृति का मूल्यांकन करना होता है, उपकरण रीडिंग लेने के क्षणों को निर्धारित करना होता है और रिकॉर्ड रखना होता है। यदि ऐसे उपकरणों का उपयोग किया जाता है जो प्रक्रिया तत्वों की अवधि को अर्ध-स्वचालित रूप से मापते हैं तो दृश्य अवलोकन में काफी सुविधा होती है।
स्वचालित पद्धति की ख़ासियत यह है कि प्रेक्षणों के परिणाम किसी पर्यवेक्षक की भागीदारी के बिना फिल्म, फोटोग्राफिक फिल्म, वीडियो आदि पर विशेष उपकरणों द्वारा दर्ज किए जाते हैं, जिससे न केवल समय, बल्कि स्वयं प्रक्रियाओं को भी रिकॉर्ड करना संभव हो जाता है। यह आपको आंदोलनों और कार्यों की तर्कसंगतता का विश्लेषण करने, विभिन्न श्रमिकों द्वारा समान तकनीकों के प्रदर्शन की तुलना करने और अन्य श्रमिकों को प्रशिक्षित करने के लिए प्रशिक्षण सामग्री बनाने की अनुमति देता है।
हालाँकि, कार्यस्थल पर सीधे पर्यवेक्षक की उपस्थिति कर्मचारी पर नकारात्मक मनोवैज्ञानिक प्रभाव डाल सकती है, जिसके परिणामस्वरूप उसकी बढ़ी हुई घबराहट वास्तविक उत्पादन संकेतकों में विकृति पैदा कर सकती है।
कलाकार को काम से विचलित न करने के लिए, दूरस्थ निगरानी होती है, जो छिपे हुए कैमरों का उपयोग करके की जाती है। मॉनिटर पर अवलोकन कर्मचारी को विचलित नहीं करता है, और सभी अनिश्चितताओं (अनुपस्थिति के कारण, काम में असफलता आदि) को कर्मचारी से या उसके आस-पास के लोगों से शिफ्ट के अंत में स्पष्ट किया जा सकता है।
विषय: निर्माण में मानदंडों और मानकों की प्रणाली।
योजना:
3. बुनियादी उत्पादन मानक, उनकी विशेषताएं और संबंध।
4. श्रमिकों के कार्य के घंटे.
1. श्रमिक संगठन की अवधारणा और नहीं।
श्रमिक संगठन- यह लोगों की कार्य गतिविधियों को एक निश्चित प्रणाली में ला रहा है।
नहीं-श्रम का वैज्ञानिक संगठन लोगों की कार्य गतिविधियों को वैज्ञानिक दृष्टिकोण के साथ एक निश्चित प्रणाली में ला रहा है।
कार्य समूह के भीतर श्रम का संगठन है उपयोग की संगठित प्रणाली जीवित श्रमजो प्रदान करता है कार्य गतिविधि के लाभकारी प्रभाव को प्राप्त करने के लिए श्रम बल की कार्यप्रणाली।
किसी भी कार्य के लिए, चाहे उसका सामाजिक स्वरूप कुछ भी हो, श्रमिकों के प्रत्येक संघ के भीतर एक निश्चित संगठन की आवश्यकता होती है।
ऐसी संस्था ऑफर करती है चयन और पेशेवर कार्मिक प्रशिक्षण, विधियों का विकास, जिसकी सहायता से यह या उस प्रकार का कार्य किया जा सकता है:
ए) पृथक्करणऔर एक टीम में श्रम का सहयोग;
बी) व्यवस्थाश्रमिकों को उनके सामने आने वाले कार्यों की प्रकृति के अनुसार;
वी) कार्यस्थलों का संगठनप्रत्येक कर्मचारी को उसे सौंपे गए कार्यों को करने के लिए;
जी) कार्य परिस्थितियों का निर्माणकार्य गतिविधियों को करने का अवसर प्रदान करना, कर्मचारियों के लिए स्थापना श्रम का एक निश्चित मापराशनिंग के माध्यम से, जो कार्य की प्रकृति और मात्रा के अनुसार विभिन्न प्रकार के श्रम के बीच आवश्यक मात्रात्मक अनुपात प्राप्त करना संभव बनाता है, वेतन का आयोजन, अनुशासन स्थापित करना श्रमकार्य में आवश्यक क्रम और निरंतरता सुनिश्चित करना।
श्रमिक संगठन का कार्य एक ओर जीवित श्रम का तर्कसंगत उपयोग करना है, और दूसरी ओर श्रम के औजारों और वस्तुओं का उपयोग करना है।
श्रम संगठन के लिए बुनियादी प्रावधान एसएनआईपी 03.01.01-85* "निर्माण उत्पादन का संगठन" द्वारा विनियमित हैं।
1. श्रमिकों के श्रम के संगठन को श्रम उत्पादकता में वृद्धि, निर्माण और स्थापना कार्य की उच्च गुणवत्ता और सुरक्षित कामकाजी परिस्थितियों को सुनिश्चित करना चाहिए।
2. श्रम का संगठन श्रम विभाजन और श्रम सहयोग के तर्कसंगत रूपों, श्रम प्रक्रियाओं के विभेदीकरण और श्रम की उन्नत विधियों और तकनीकों के उपयोग पर आधारित होना चाहिए।
3. श्रमिकों के काम को व्यवस्थित करने का मुख्य रूप एक ब्रिगेड फॉर्म होना चाहिए, यदि आवश्यक हो तो ब्रिगेड को श्रमिकों की विशेष इकाइयों में विभाजित किया जाना चाहिए।
4. श्रमिकों के श्रम के संगठन को यह सुनिश्चित करना होगा:
कार्य योजनाओं, तकनीकी मानचित्रों और श्रम प्रक्रियाओं के मानचित्रों के अनुसार उच्च-प्रदर्शन विधियों और कार्य तकनीकों का अनुप्रयोग;
सामग्री और तकनीकी संसाधनों और आवश्यक मात्रा में तकनीकी उपकरणों के साथ कार्यस्थलों के निर्बाध प्रावधान के साथ प्रत्येक ब्रिगेड को कार्य क्षेत्र का समय पर प्रावधान;
टीम अनुबंध के उपयोग का विस्तार करना;
श्रमिकों के लिए श्रम सुरक्षा को श्रमिकों की व्यक्तिगत और सामूहिक सुरक्षा के उपायों के कार्यान्वयन को सुनिश्चित करना चाहिए;
स्वच्छता की स्थिति को वर्तमान मानकों और कार्य की प्रकृति का पालन करना चाहिए;
श्रमिकों को आवश्यक कार्य परिस्थितियाँ, भोजन और आराम उपलब्ध कराया जाना चाहिए।
2. श्रम मानकों की बुनियादी अवधारणाएँ।
2.1. निर्माण में उत्पादन मानकों के प्रकार
निर्माण में उत्पादन मानकों की प्रणाली में एकीकृत, विभागीय, स्थानीय और मानक मानक शामिल हैं।
एकीकृत मानक और कीमतें(ईएनआईआर) देश के सभी निर्माण स्थलों पर समान (या समान) कामकाजी और उत्पादन स्थितियों में समान (या समान) तकनीक का उपयोग करके किए जाने वाले निर्माण, स्थापना और मरम्मत कार्य के लिए विकसित किए गए हैं। विशेष निर्माण, स्थापना और मरम्मत कार्य के लिए, जो व्यक्तिगत मंत्रालयों और विभागों के निर्माण स्थलों पर किए गए EniR संग्रह में शामिल नहीं हैं, विभागीयमानदंड और कीमतें (वीएनआईआर)।
ईएनआईआर और वीएनआईआर द्वारा कवर नहीं किए गए व्यक्तिगत निर्माण, स्थापना और मरम्मत कार्य के लिए, साथ ही ईएनआईआर या वीएनआईआर के संबंधित संग्रह में प्रदान की गई तुलना में अधिक उन्नत तकनीक का उपयोग करके किए गए कार्य के लिए, स्थानीयमानदंड और कीमतें (एमएनआईआर)।
ठेठमानदंड और कीमतें (टीएनआईआर) नए निर्माण, स्थापना और मरम्मत कार्य के लिए विकसित की जाती हैं जो मौजूदा ईएनआईआर और वीएनआईआर असेंबलरों में शामिल नहीं हैं, मानक प्रौद्योगिकी का उपयोग करके और मानक शर्तों के तहत किए जाते हैं।
मेज़
निर्माण में विकसित मानदंडों और मानकों के प्रकार
|
मानदंडों और मानकों का नाम |
आयाम और पदनाम |
|
|
मानक समय |
तैयार (अंतिम) उत्पाद की प्रति इकाई घंटे |
|
|
श्रम लागत दर |
तैयार (अंतिम) उत्पाद की प्रति इकाई मानव-घंटे |
|
|
उत्पादन दर |
भौतिक इकाइयों में प्रति कार्यकर्ता (लिंक, टीम) प्रति घंटा या शिफ्ट (एम/एच, एम/सेमी, आदि) |
|
|
निर्माण मशीनों के उपयोग के लिए मानक समय |
मशीन के घंटे, तैयार (अंतिम) उत्पाद की प्रति इकाई |
|
|
निर्माण मशीनों के लिए प्रदर्शन मानक |
भौतिक इकाइयों में प्रति मशीन (मशीनों का सेट) प्रति घंटा या शिफ्ट |
2.2. श्रमिकों के लिए श्रम लागत मानक डिजाइन करना
तकनीकी रूप से सुदृढ़ मानक को डिज़ाइन करना एक प्रक्रिया मानक तैयार करने और मानकीकृत समय व्यय के विभिन्न तत्वों की गणना करने से शुरू होता है: परिचालन कार्य के लिए; प्रारंभिक और अंतिम कार्य के लिए; काम में नियमित अंतराल के लिए; श्रम लागत मानदंड के पूर्ण मूल्य तक; इकाई की संरचना को डिजाइन करने के लिए। सामान्य निर्माण प्रक्रिया को डिजाइन करने में प्रभावित करने वाले कारकों के इष्टतम मूल्यों का चयन करना शामिल है। मानक तकनीकी मानचित्रों के रूप में तैयार किए जाते हैं, जो मानकों को पूरा करने या उससे अधिक करने के लिए आवश्यक संगठनात्मक और तकनीकी स्थितियों को दर्शाते हैं।
परिचालन कार्य के लिए श्रम लागत मानकों को डिजाइन करना (मुख्य और सहायक) निर्माण प्रक्रिया के स्थापित मानदंडों के अनुसार नियामक अवलोकन डेटा के आधार पर मुख्य और सहायक कार्य के तत्वों के लिए उचित लागत निर्धारित करना शामिल है। प्रारंभिक और अंतिम कार्य (पीजेडआर) के लिए श्रम लागत का मानदंड, एक नियम के रूप में, खर्च किए गए कुल कार्य समय (शिफ्ट या कार्य) के प्रतिशत के रूप में स्थापित मानकों के आधार पर तैयार किया गया है।
तकनीकी ब्रेक (विनियमित ब्रेक) पर खर्च किए गए समय के लिए डिजाइनिंग मानकों में काम में तकनीकी ब्रेक, आराम और श्रमिकों की व्यक्तिगत जरूरतों के लिए लागत के पूर्ण मूल्यों का निर्धारण शामिल है। विनियमित निर्माण प्रक्रिया की विशेषताओं से जुड़े तकनीकी ब्रेक पर खर्च किए गए समय का मानक मूल्य आमतौर पर एक उचित रूप से व्यवस्थित प्रक्रिया के नियामक अवलोकनों के विश्लेषण के परिणामस्वरूप स्थापित किया जाता है।
आराम और व्यक्तिगत जरूरतों पर समय बिताने के लिए मानदंड तैयार करना आराम की प्राकृतिक आवश्यकता के लिए अतिरिक्त समय का लेखा-जोखा प्रस्तुत करता है। श्रमिकों के आराम और व्यक्तिगत जरूरतों के लिए लागत की राशि नियामक टिप्पणियों के परिणामस्वरूप स्थापित मानकों के अनुसार या मानकों की तालिकाओं के अनुसार ली जाती है। आराम और व्यक्तिगत जरूरतों के मानक श्रमिकों के पेशे और काम के प्रकार के आधार पर मानक श्रम लागत या मानक समय के प्रतिशत के रूप में दिए जाते हैं।
श्रम लागत दर का पूर्ण मूल्य डिज़ाइन करना . श्रम लागत मानक के पूर्ण मूल्य में निम्नलिखित लागतें शामिल हैं: परिचालन कार्य के तत्वों के लिए लागत का योग, प्रारंभिक और अंतिम कार्य के लिए, तकनीकी ब्रेक के लिए और आराम और व्यक्तिगत जरूरतों के लिए लागत, मानक के प्रसंस्करण और विश्लेषण के परिणामस्वरूप प्राप्त अवलोकन.
श्रम लागत के मानदंड (Nzt) के पूर्ण मूल्य की गणना सूत्र का उपयोग करके की जाती है:
एनजेडटी = और न* 100
* 60
कहाँ न - परिचालन कार्य के लिए श्रम लागत, मुख्य प्रक्रिया मीटर, व्यक्ति-मिनट के लिए गणना की गई; एनपीजेडआर - श्रम लागत के लिए मानक, श्रम लागत मानकों का प्रतिशत; लेकिन - आराम का डिज़ाइन मूल्य, श्रम लागत मानदंड का प्रतिशत; एनटीपी - तकनीकी विरामों का डिज़ाइन मूल्य, श्रम लागत का प्रतिशत; 60 - रूपांतरण कारक 1 व्यक्ति - मिनट प्रति 1 व्यक्ति - घंटा।
कार्यबल डिज़ाइन उन श्रमिकों के व्यवसायों, श्रेणियों और संख्याओं के निर्धारण का प्रावधान करता है जिन्हें निर्माण प्रक्रिया को पूरा करना होगा। जब एक कर्मचारी द्वारा निष्पादित व्यक्तिगत कार्य प्रक्रियाओं को राशन किया जाता है, तो उसका पेशा और श्रेणी वर्तमान एकीकृत टैरिफ और योग्यता संदर्भ पुस्तक (यूटीकेएस) में दिए गए कार्य की विशेषताओं के अनुसार स्थापित की जाती है। जब राशनिंग प्रक्रियाओं में कार्य संचालन शामिल होता है, जिसके कार्यान्वयन के लिए अलग-अलग योग्यताओं और कभी-कभी श्रमिकों के विभिन्न व्यवसायों की आवश्यकता होती है, तो इकाई की संरचना डिज़ाइन की जाती है, जिसमें प्रत्येक पेशे के लिए श्रमिकों की संख्या और उनके रैंक का संकेत दिया जाता है।
3. बुनियादी उत्पादन मानक, उनकी विशेषताएं और संबंध।
मानक समय एनवीआर एक कर्मचारी के लिए संबंधित पेशे को निष्पादित करने और सामान्य संगठनात्मक और तकनीकी परिस्थितियों में अच्छी गुणवत्ता वाले उत्पादों की एक इकाई को अर्हता प्राप्त करने के लिए आवश्यक समय की मात्रा है। श्रमिकों की कार्य प्रगति और संबंधित प्रक्रियाओं के लिए कार्य ज्ञान आपस में जुड़े हुए हैं:
एनवीआर = एनजेडटी, एनजेडटी = एनवीआर * एनएसवी।
एक कार्यकर्ता के लिए एन.वी.आर एनजेडटी से मेल खाता है।
उदाहरण:एक पैनल को स्थापित करने में 4 लोगों की टीम के साथ 0.75 घंटे की आवश्यकता होती है। श्रम लागत की दर होगी: Nzt = Nvr * nzv = 0.75 * 4 = 3 (व्यक्ति-घंटे)।
श्रम लागत दर (NZt) - स्थापित श्रम तीव्रता या खर्च किए गए श्रम की मात्रा व्यक्ति - घंटा
(माप की इकाई.प्रोड.)
सामान्य संगठनात्मक और तकनीकी परिस्थितियों में अच्छी गुणवत्ता वाले उत्पादों की एक इकाई का उत्पादन करने के लिए उपयुक्त पेशे और योग्यता का एक कार्यकर्ता।
उत्पादन दर (एनवायर) - अच्छी गुणवत्ता वाले उत्पादों की मात्रा जो संबंधित पेशे और योग्यता के एक कर्मचारी को सामान्य संगठनात्मक और तकनीकी परिस्थितियों में प्रति यूनिट समय (घंटे, दिन, पाली) के तहत उत्पादित करनी चाहिए।
एक श्रमिक की उत्पादन दर और एक टीम या इकाई की उत्पादन दर के बीच अंतर होता है। सभी मानदंड आपस में जुड़े हुए हैं।
एक कार्यकर्ता के लिए एनवायर =टीसेमी।
सूत्र से आप यह निर्धारित कर सकते हैं:
एनवायर * एनवीआर = टीसीएम, एनवीआर = टीसेमी
Nvyr.
एक यूनिट (ब्रिगेड) के लिए एनवायर = टीसेमी *एनआवाज़
एनजेडटी
कहाँ एनविर- प्रति कर्मचारी उत्पादन दर; टीसीएम- घंटों में शिफ्ट की अवधि.
उदाहरण: Nzt = 3.7 व्यक्ति-h/m3, t = 8 घंटे पर जोड़ के साथ बाहरी ईंट की दीवारों को बिछाने पर प्रति शिफ्ट एक राजमिस्त्री के लिए उत्पादन दर Nvyr निर्धारित करें।
एनवायर = टीसेमी *एनआवाज़, Nvyr सेमी में = 8 * 1 = 2.16 (एम3/सेमी),
एनजेडटी 3.7
एनवायर इन एच = 1 * 1 = 0.27 (एम3/घंटा)।
के बीच संबंध के आधार पर एनजेडटीऔर एनविरआप आवर्धन निर्धारित करने के लिए एक सूत्र प्राप्त कर सकते हैं एनविर (Y1)घटने पर प्रतिशत के रूप में एनजेडटी (X1)प्रतिशत में.
Y1= 100X1
100 - X1,
उदाहरण:कमी के साथ एनवीर में प्रतिशत वृद्धि का निर्धारण करें एनजेडटी 10% पर. समाधान: Y1 = 100 * 10 = 11%.
Nzt में वृद्धि के साथ Nvir में कमी का प्रतिशत निर्धारित करना
Y2= 100X2
100+X2
कहाँ एक्स2- श्रम लागत की दर में प्रतिशत वृद्धि; Y2-उत्पादन दर में प्रतिशत कमी:
X1 = (Kf - 100), यदि Kf>100,
एक्स2 = 100 - केएफ, यदि केएफ<100 .
उत्पादन मानकों की पूर्ति का वास्तविक स्तर (Kf)परिभाषित:
केएफ = एनजेडटी 100%
कहाँ एनजेडटीऔर एफजेडटी- मानक और वास्तविक श्रम लागत।
4. श्रमिकों के कार्य के घंटे.
4.1. श्रमिकों के कार्य समय की अवधारणा
कला के अनुसार. रूसी संघ के श्रम संहिता के 91, कार्य समय वह समय है जिसके दौरान एक कर्मचारी को, संगठन के श्रम नियमों और रोजगार अनुबंध की शर्तों के अनुसार, श्रम कर्तव्यों का पालन करना चाहिए। सामान्य कामकाजी घंटे प्रति सप्ताह 40 घंटे से अधिक नहीं हो सकते। लंच ब्रेक का समय काम के घंटों में शामिल नहीं है।
4.2. श्रमिकों के कार्य समय का वर्गीकरण
श्रमिकों के कार्य समय का वर्गीकरण (डब्ल्यूडब्ल्यूटी) विभिन्न उद्देश्यों के लिए किया जाता है। कार्य समय की लागत के अनुसंधान और अध्ययन के उद्देश्य से अर्थशास्त्र में एक वर्गीकरण अपनाया गया है। निम्नलिखित वर्गीकरण का प्रयोग किया जाता है।
मानकों की स्थापना के उद्देश्य से कार्य समय लागत के तत्वों को वर्गीकृत करने की योजना
पीबीपी हानियों की पहचान करने के लिए, निम्नलिखित वर्गीकरण का उपयोग किया जाता है:

नुकसान की पहचान करने के लिए कार्यकर्ता के समय का वर्गीकरण
5. अवलोकन मानक और उनका प्रसंस्करण।
5.1. प्रामाणिक अवलोकनों की अवधारणा और प्रकार
विनियामक अवलोकन निर्माण और स्थापना प्रक्रिया का एक बार (कम से कम आधी पाली तक चलने वाला) अध्ययन है।
नियामक टिप्पणियों के परिणामस्वरूप, उत्पादन की प्रति इकाई श्रम लागत के संकेतक प्राप्त होते हैं, साथ ही संबंधित संकेतकों से संबंधित उत्पादन स्थितियों की विशेषताएं भी प्राप्त होती हैं। कई प्रकार के मानकीय अवलोकनों का उपयोग किया जाता है। फोटो लेखांकन- निर्माण और स्थापना प्रक्रियाओं के दौरान खर्च किए गए सभी प्रकार के समय के निरंतर माप (वर्तमान समय में) के लिए उपयोग किए जाने वाले नियामक अवलोकनों के प्रकार।समय- अल्पकालिक या चक्रीय प्रक्रियाओं के अध्ययन में बिताए गए समय के निरंतर या चयनात्मक माप के लिए उपयोग किया जाने वाला एक प्रकार का अवलोकन। टाइमिंग श्रमिकों और मशीनों के मूल कार्य के दोहराव वाले तत्वों की अवधि का अध्ययन है।
तकनीकी लेखांकन- तत्वों के विस्तृत नामकरण का दृश्य अवलोकन (सभी लागतों को दो समूहों में विभाजित करना - मानकीकृत और गैर-मानकीकृत लागत) 5 - 10 मिनट की समय रिकॉर्डिंग की सटीकता के साथ समय और श्रम की एक समूह रिकॉर्डिंग की विशेषता है। फिल्माने- एक प्रकार का नियामक अवलोकन जिसका उपयोग श्रम लागत के लिए मानदंडों और मौलिक मानकों को डिजाइन करने और सबसे व्यापक काम के लिए उन्नत तरीकों की पहचान करने के लिए किया जाता है, खासकर संचालन की छोटी अवधि के लिए। ऑसिलोग्राफीमानव शरीर पर श्रम प्रक्रिया के प्रभाव, काम करने की स्थिति की स्थिति और मशीनों के काम करने वाले हिस्सों की लोडिंग की डिग्री के अध्ययन में इसका उपयोग होता है।क्षणिक अवलोकन- कार्य समय के शिफ्ट फंड के उपयोग की डिग्री का अध्ययन करने के लिए उपयोग किया जाता है। वे अध्ययन के तहत बड़ी संख्या में वस्तुओं का एक साथ निरीक्षण करना और समय के साथ मशीनों और श्रमिकों के कार्यभार की डिग्री पर कम समय में विश्वसनीय डेटा प्राप्त करना संभव बनाते हैं।
5.2. विनियामक अवलोकन करने और उनके परिणामों का विश्लेषण करने के लिए तकनीकी साधनविनियामक अनुसंधान के प्रभावी और उच्च-गुणवत्ता वाले संचालन के लिए, अनुसंधान समूह को आवश्यक उपकरण और विभिन्न तकनीकी साधन प्रदान करना बहुत महत्वपूर्ण है, जो उनके उद्देश्य के आधार पर, निम्नलिखित समूहों में विभाजित हैं: 1) उपकरण और उपकरण श्रम प्रक्रियाओं में बिताए गए समय को मापना; 2) फिल्म और फोटोग्राफी का उपयोग करके श्रम प्रक्रियाओं का अध्ययन करने के लिए उपकरण; 3) मशीनों, तंत्रों और उपकरणों के संचालन का अध्ययन करने के लिए उपकरण; 4) प्रभावित करने वाले कारकों का अध्ययन करने के लिए उपकरण और उपकरण; 5) पूर्ण उत्पादों की मात्रा मापने के लिए उपकरण; 6) संगठनात्मक और तकनीकी साधन।
5.3. विनियामक टिप्पणियों के परिणामों को संसाधित करना।
मिश्रित, ग्राफिक या डिजिटल फोटो लेखांकन का उपयोग करके किए गए गैर-चक्रीय प्रक्रिया की नियामक निगरानी के परिणामों की प्राथमिक प्रसंस्करण में दो चरण होते हैं:
1) समग्र रूप से अवलोकन अवधि के दौरान प्रत्येक तत्व के लिए श्रम या समय लागत और उत्पादों की प्रारंभिक गणना (प्रपत्रों के आधार पर); 2) श्रम लागत या समय के माप, साथ ही अवलोकन प्रक्रिया के दौरान दर्ज किए गए सभी तत्वों के लिए उत्पाद माप को एक विशेष रूप "गैर-चक्रीय प्रसंस्करण" (ओएन) पर स्थानांतरित करना और 60 मानव-मिनट में प्रक्रिया तत्वों के लिए किए गए उत्पादों की संख्या की गणना करना . ओएन फॉर्म भरने की शुद्धता की जांच निम्नानुसार की जाती है: फॉर्म की अंतिम पंक्ति पर "कुल लागत" देखे गए कार्यों की संख्या और अवलोकन समय की अवधि के उत्पाद के बराबर होनी चाहिए। उदाहरण के लिए, यदि दो श्रमिकों को 7 घंटे तक निगरानी में रखा गया, तो लागत 840 मानव-मिनट है। इसलिए फॉर्म सही भरा गया है. चक्रीय प्रक्रियाओं के अवलोकनों को संसाधित करते समय, प्रत्येक तत्व या चक्र के लिए श्रम या समय इनपुट के नमूने के परिणामस्वरूप, मानक श्रृंखला प्राप्त की जाती है। पंक्तियों में मानों की संख्या अवलोकन प्रक्रिया के दौरान निष्पादित चक्रों की संख्या से मेल खाती है। भारित औसत निर्धारित करने की विधि यह है कि मानक श्रृंखला को संसाधित करते समय, प्रत्येक स्वीकृत अवलोकन के लिए किए गए कार्य की मात्रा को ध्यान में रखा जाता है। मानक श्रृंखला को संसाधित करने में निम्नलिखित चरण होते हैं: प्रक्रिया के प्रकार के आधार पर अवलोकनों से प्राप्त मूल्यों को समूहीकृत करना; प्राप्त मूल्यों की श्रृंखला के प्रत्येक तत्व के लिए नमूनाकरण; उन मूल्यों को छोड़कर श्रृंखला का विश्लेषण और बुनियादी सफाई जो अध्ययन किए जा रहे सामान्य से संबंधित नहीं हैं। श्रृंखला के शेष मान कुछ सीमाओं के भीतर उतार-चढ़ाव करते हैं। गणितीय अनुमान विधियों का उपयोग करके मूल्यों की समसंभाव्यता के लिए श्रृंखला की जाँच की जाती है। ऐसा करने के लिए आपको चाहिए: 1. पंक्ति को व्यवस्थित करें, अर्थात सभी मानों को एक श्रृंखला में आरोही क्रम में व्यवस्थित करें। 2. श्रृंखला के प्रसार के गुणांक की गणना करें। 3. श्रृंखला की जाँच करने की आवश्यकता पर निर्णय लें। 4. साफ़ की गई श्रृंखला से अवलोकनों का औसत मूल्य निर्धारित करें। यादृच्छिक विचलन मूल्यों से श्रृंखला की अतिरिक्त सफाई के साथ, श्रृंखला Kp का प्रकीर्णन गुणांक सूत्र द्वारा निर्धारित किया जाता है:कृ = अमैक्स/अमीन,
कहाँ एअधिकतम, - श्रृंखला का अधिकतम मूल्य; एमिन, - श्रृंखला का न्यूनतम मान.
अगर क्र < 1,3 , तो पंक्ति को साफ़ नहीं करना चाहिए। इस मामले में, श्रृंखला के सभी मान समान रूप से संभावित हैं और कार्य प्रक्रिया के दिए गए तत्व के औसत मूल्य (अवधि) की गणना के लिए उपयुक्त हैं। आगे सत्यापन के बिना, श्रृंखला के अंकगणितीय माध्य की गणना की जाती है।
अगर 1,3< Кр < 2 - श्रृंखला में यादृच्छिक माप की उपस्थिति की संभावना के लिए और अधिक सत्यापन की आवश्यकता है। परीक्षण सीमा मान पद्धति का उपयोग करके किया जाता है।
अगर केपी>2- श्रृंखला को और अधिक सत्यापन की आवश्यकता है, जिसके लिए श्रृंखला के औसत मूल्य की सापेक्ष माध्य वर्ग त्रुटि (आरएमएसई) विधि का उपयोग किया जाता है।
सीमा मान विधि का उपयोग करके श्रृंखला की जाँच करना।विधि का सार अध्ययन के तहत श्रृंखला में सबसे अलग मूल्यों की स्वीकार्य मूल्यों के साथ तुलना करना और श्रृंखला में परीक्षण किए जा रहे मूल्य को बनाए रखने की संभावना पर निर्णय लेना है। किसी श्रृंखला के अनुमेय अधिकतम और न्यूनतम मान निम्नलिखित सूत्रों का उपयोग करके निर्धारित किए जाते हैं: ऐ-एक एनमैक्स = + क्लीम (एएन-1 - ए1), एन - 1 ऐ - a1 ए1मिनट = - क्लीम (ए-ए2), एन - 1कहाँ एमैं- श्रृंखला के सभी मूल्यों का योग; एन- एक पंक्ति में मानों की संख्या; एएन- आदेशित श्रृंखला का सबसे बड़ा मूल्य; ए 1- आदेशित श्रृंखला का सबसे छोटा मान; कोलिम- तालिका से निर्धारित श्रृंखला में मानों की संख्या के आधार पर गुणांक।
मेज़
|
मानों की संख्या पंक्ति में (n-1) |
मानों की संख्या पंक्ति में (n-1) |
||
Ef = nai2 – (ai) 2 / n – 1 * 100,
एफई = 2 / एन(एन – 1) * 100,
कहाँ 2 = (एआई - एср)2- श्रृंखला के प्रत्येक मान के उसके औसत मान से वर्ग विचलन का योग।
उत्पादन प्रक्रिया के कार्य में चक्रीय तत्वों की संख्या के आधार पर श्रृंखला के सरल अंकगणितीय माध्य मान की अनुमेय मूल-माध्य-वर्ग त्रुटि का मान तालिका से निर्धारित किया जाता है।
मेज़
यदि त्रुटि अधिक स्वीकार्य है, तो श्रृंखला से किसी एक चरम मान को बाहर करना आवश्यक है। यह निर्धारित करने के लिए कि कौन सा, इसकी गणना की जाती है K1और कोएन:
ऐ - a1
ऐ-एक
ai2–a1ai
anai-ai2
अगर K1<К एन, फिर बहिष्कृत पहला (सबसे छोटा)आदेशित श्रृंखला का मूल्य ( ए 1);
अगर K1>Kएन, फिर बहिष्कृत अंतिम (महानतम)) आदेशित श्रृंखला का मान ( एएन).
श्रृंखला की सफाई और सत्यापन पूरा करने के बाद, श्रृंखला के शेष मूल्यों पर औसत मूल्य की गणना की जाती है। गणना को सरल बनाने के लिए, आप सहायक तालिका का उपयोग कर सकते हैं।
मेज़
(मुख्य और सहायक) संचालन के बार-बार दोहराए जाने वाले तत्व। समय माप 1 एस की सटीकता के साथ किया जाता है। टाइमकीपिंग का मुख्य उद्देश्य समग्र रूप से ऑपरेशन के लिए परिचालन समय मानकों को डिजाइन करने के लिए समय मानक विकसित करने के लिए मैनुअल और मशीन-मैनुअल कार्य की व्यक्तिगत तकनीकों को निष्पादित करने में लगने वाले समय का अध्ययन करना है। तैयारी और अंतिम कार्य, यादृच्छिक और अनुत्पादक कार्य, साथ ही डाउनटाइम के लिए समय का अध्ययन समय से नहीं किया जाता है। समय का उपयोग आम तौर पर गणना द्वारा स्थापित समय मानकों की जांच करने, व्यक्तिगत श्रमिकों या शिफ्टों द्वारा मानकों के अनुपालन न करने के कारणों का पता लगाने के लिए किया जाता है, साथ ही उन्हें प्रसारित करने के उद्देश्य से उन्नत श्रमिकों और उत्पादन के नवप्रवर्तकों के काम के तरीकों का अध्ययन करने के लिए किया जाता है। .
समय निर्धारण करते समय, केवल मुख्य और सहायक कार्य (अर्थात परिचालन समय) करने के लिए कार्य समय के उपयोग का अवलोकन किया जाता है। इस मामले में, कार्य प्रक्रिया को कार्य संचालन में और कार्य संचालन को कार्य तकनीकों में विभाजित किया जाता है। समय की सहायता से केवल ऐसे कार्य संचालनों का अध्ययन किया जाता है जिनके सभी तत्व एक निश्चित क्रम में लगातार दोहराए जाते हैं। टाइमिंग कार्य संचालन के लिए परिचालन समय मानकों को डिजाइन करने और मैनुअल और मशीन-मैनुअल कार्य के तत्वों के लिए मानकों की गणना के लिए प्रारंभिक डेटा प्रदान करता है। यह गणनाओं द्वारा स्थापित समय मानकों की जांच करना और स्पष्ट करना और काम की उन्नत विधियों और तकनीकों का अध्ययन करना भी संभव बनाता है।
मशीनीकृत प्रक्रियाओं के लिए मानकों को डिजाइन करने में मशीनों के उपयोग की डिग्री का अध्ययन करना, उनकी अनुमानित उत्पादकता स्थापित करना और इन मशीनों की सेवा करने वाले श्रमिकों की संख्या और योग्यता का निर्धारण करना शामिल है। मशीन समय की लागत का अध्ययन करते समय, कार्य दिवस (शिफ्ट) के दौरान मशीनों की उपयोग दर निर्धारित करने के लिए एक संतुलन तैयार किया जाता है।
एक तर्कसंगत कटिंग मोड को काटने की गहराई, फ़ीड और काटने की गति के मूल्यों के तकनीकी और आर्थिक रूप से व्यवहार्य संयोजन के रूप में समझा जाता है, जिस पर, दिए गए संगठनात्मक और तकनीकी स्थितियों के लिए, एक हिस्से को संसाधित करने की सबसे कम लागत हासिल की जाती है। इसलिए, टर्निंग कार्य के लिए मानदंड डिजाइन करना पूर्व निर्धारित मापदंडों (मशीनिंग भत्ता, कट की गहराई, फ़ीड) के अनुसार मशीन के समय की एक सरल गणना नहीं है, बल्कि सबसे पहले ऐसे मापदंडों का चयन है जो न केवल सबसे कम मशीन समय प्रदान करते हैं, बल्कि संपूर्ण ऑपरेशन की सबसे छोटी अवधि।
मानदंडों के निर्माण और डिजाइन के लिए एक योजना का चयन करना। नियामक टिप्पणियों के परिणामों के प्रसंस्करण और सामान्यीकरण के आधार पर, श्रमिकों की श्रम लागत या मशीनों के उपयोग के समय के मानदंड तैयार किए जाते हैं। इस मामले में, वे पहले चर्चा किए गए सिद्धांतों से आगे बढ़ते हैं और तकनीकी विनियमन पर पद्धति संबंधी प्रावधानों को ध्यान में रखते हैं।
सह का मूल्य - मशीन के डिजाइन के दौरान एक उत्पाद की श्रम लागत को आसानी से E0 T0 के रूप में दर्शाया जा सकता है, जहां E0 समय की प्रति इकाई खर्च किए गए सामाजिक रूप से आवश्यक (जीवित और सन्निहित) श्रम की मात्रा है (उदाहरण के लिए, 1 घंटा) ) मशीन को डिजाइन करते समय उत्पादों के उत्पादन पर, T0 - इन परिस्थितियों में उत्पादकता का तकनीकी मानक, जो उत्पादों की मात्रा की विशेषता है, उदाहरण के लिए, टुकड़ों, टन, मीटर आदि में, उसी में उत्पादित समय की इकाई.
व्यवहार में, दो मानकीकरण विधियों का उपयोग किया जाता है: विश्लेषणात्मक और सारांश। पहला श्रम मानकों को स्थापित करने की मुख्य विधि है, इसमें श्रम प्रक्रिया को अलग-अलग तत्वों (तकनीकों, उनके परिसरों, कार्यों और आंदोलनों) में विभाजित करना, अध्ययन करना, विश्लेषण करना, सामग्री को डिजाइन करना, निष्पादन का क्रम और व्यक्तिगत तत्वों की अवधि, श्रम की गणना करना शामिल है। ठोस मानकों पर आधारित मानक, संगठनात्मक और तकनीकी उपायों और प्राकृतिक परिस्थितियों का विकास और विवरण जो श्रम मानकों के कार्यान्वयन और विकास, मशीनों के डिजाइन किए गए ऑपरेटिंग मोड और काम करने के तरीकों को सुनिश्चित करते हैं। यदि सारांश राशनिंग के साथ कार्य करने की विधि स्वयं कलाकार द्वारा निर्धारित की जाती है, तो विश्लेषणात्मक राशनिंग के साथ निष्पादन के तरीके और उत्पादन के साधन पूर्व निर्धारित होते हैं, यानी यह निर्धारित किया जाता है कि कार्य कैसे और किसके द्वारा किया जाना चाहिए। श्रम मानकीकरण की विश्लेषणात्मक पद्धति के साथ, एक निश्चित मात्रा में काम करने या उत्पादों के उत्पादन (विनिर्माण) के लिए आवश्यक कार्य समय का व्यय और मशीनों (उपकरण) के उपयोग के तकनीकी संकेतक दोनों उचित हैं। यहीं से तीसरा नाम उभरा - तकनीकी राशनिंग। विश्लेषणात्मक पद्धति (तत्व-दर-तत्व) के आधार पर स्थापित श्रम मानक तकनीकी रूप से सुदृढ़ कहलाते हैं।
टाइम-लैप्स अवलोकनों के डेटा का उपयोग मैनुअल और मशीन-मैनुअल कार्य के तत्वों के लिए समय मानकों को डिजाइन करने के साथ-साथ समय मानकों (उत्पादन) को विकसित करने, मानकों द्वारा स्थापित समय मानकों की जांच और स्पष्टीकरण के लिए प्रारंभिक डेटा के रूप में भी किया जाता है।
समय को एक ऑपरेशन के व्यक्तिगत तत्वों का अवलोकन करके कार्य समय की लागत के एक प्रकार के अध्ययन के रूप में समझा जाता है जिसे कई बार दोहराया जाता है। समय का उपयोग किसी ऑपरेशन के दोहराए जाने वाले मैनुअल, मैनुअल मशीनीकृत और मशीन-मैनुअल तत्वों (तकनीकों, तकनीकों, कार्यों और आंदोलनों के सेट) की सामान्य अवधि निर्धारित करने, सर्वोत्तम संरचना और अनुक्रम को डिजाइन करने के लिए काम की उन्नत विधियों और तकनीकों की पहचान और अध्ययन करने के लिए किया जाता है। किसी ऑपरेशन के तत्वों के निष्पादन और काम के इन तरीकों को स्थानांतरित करने के लिए समय मानकों को विकसित करने वाले श्रमिकों की एक विस्तृत श्रृंखला, यानी, परिचालन समय के व्यक्तिगत तत्वों की अवधि के गणना किए गए मान, की संरचना को डिजाइन करने के लिए तकनीकी रूप से ध्वनि समय मानकों की गणना में उपयोग किया जाता है। निरंतर उत्पादन में एक ऑपरेशन, व्यक्तिगत संचालन के लिए समय मानकों का निर्धारण (मुख्य रूप से बड़े पैमाने पर और बड़े पैमाने पर उत्पादन की स्थितियों में), मानकों के विकास और स्पष्टीकरण के लिए मौजूदा मानकों की पूर्ति न होने के कारणों की जांच करना, मानकों के अनुसार तकनीकी गणना के स्थापित तरीके , तुलना की एक विधि, साथ ही श्रमिकों की एक टीम की आवश्यक संरचना और बीच काम के वितरण को निर्धारित करने की प्रक्रियाओं की चक्रीय प्रकृति के साथ बहु-मशीन रखरखाव के लिए अनुसूचियों, कार्य और श्रम संगठन की योजनाओं के प्रयोगात्मक और सांख्यिकीय विकास द्वारा उन्हें श्रमिक संगठन के एक टीम रूप में.
उत्पादन मानकों को डिजाइन करते समय श्रमिकों और मशीनों के कार्य समय के सभी प्रकार के नुकसान को ध्यान में नहीं रखा जाता है, जो उत्पादन मानकों को श्रम उत्पादकता में वृद्धि सुनिश्चित करने में एक संगठित भूमिका देता है।
मशीन के साथ काम करने वाले श्रमिकों की टीम की संरचना को डिजाइन करना। मशीन का संचालन करने वाले और उसके रखरखाव में लगे श्रमिकों (चालक, सहायक चालक, आदि) की श्रम लागत के मानक मशीन के उपयोग के समय और इन श्रमिकों की आवश्यक संख्या के मानकों के आधार पर स्थापित किए जाते हैं।
तकनीकी और इंजीनियरिंग कार्य की सामग्री श्रमिकों की उत्पादन क्षमताओं का विश्लेषण है। स्थान, मानकीकृत प्रक्रियाएं, इन प्रक्रियाओं के घटक तत्वों की अवधि को प्रभावित करने वाले सभी कारकों को ध्यान में रखते हुए, एसएमई के सभी ऑपरेटरों और ऑपरेटर-नियंत्रकों के बीच उनके कार्यान्वयन के लिए उन्नत तरीकों और कार्य तकनीकों का अध्ययन करना। तकनीकी मानकीकरण में विनियमित श्रम प्रक्रिया की इष्टतम संरचना का डिज़ाइन, गिनती मशीनों के सर्वोत्तम संचालन मोड, विशिष्ट कार्य करने के तरीके और तकनीक, कार्यस्थल के तर्कसंगत संगठन, पैलेट (कैसेट, कंटेनर) की आवश्यकता की गणना के लिए मानक शामिल हैं ); फर्श पर लगे इलेक्ट्रिक परिवहन पर स्थापित बैटरियों के लिए चार्जिंग स्थानों की आवश्यकता की गणना के मानकों को पैकेज्ड पीस उत्पादों के लिए गोदामों के तकनीकी डिजाइन के लिए ऑल-यूनियन मानकों (ओएनटीपी 01-77) के अनुसार अपनाया जाना चाहिए।
मानकों का डिज़ाइन (समय और श्रम लागत) गणना-अनुसंधान या गणना-विश्लेषणात्मक तरीकों का उपयोग करके किया जाता है।
पहली विधि का उपयोग नियामक टिप्पणियों के आधार पर मानदंडों को डिजाइन करते समय किया जाता है, और दूसरी - मशीनों के तकनीकी डेटा, तकनीकी दस्तावेज़ीकरण सामग्री आदि के आधार पर।
गणना और अनुसंधान पद्धति का उपयोग करते हुए डिजाइन करते समय, व्यक्तिगत तत्वों का प्रदर्शन करते समय क्षेत्र अवलोकन डेटा को लिए गए सभी मापों के लिए औसत मूल्यों के रूप में निर्धारित किया जाता है, जिनमें से सामग्री को पूर्व-संसाधित और विश्लेषण किया जाता है। समय और श्रम लागत के लिए मानकों का आगे का डिज़ाइन पाँच चरणों में किया जाता है।
1. पहले से डिज़ाइन किए गए सामान्य का परिशोधन और सुधार;
2. मुख्य और सहायक कार्य की लागत का निर्धारण;
3. प्रारंभिक और अंतिम कार्य के लिए लागत डिजाइन करना;
4. विनियमित विरामों के लिए लागत की गणना;
5. श्रम या समय की कुल लागत को डिजाइन करना।
निर्माण और स्थापना प्रक्रिया के मुख्य और सहायक कार्य के लिए डिजाइनिंग लागत कार्य प्रक्रिया के प्रत्येक तत्व के लिए लागत की मात्रा और 60 मिनट में प्रति तत्व मीटर उत्पादों की मात्रा निर्धारित करने से शुरू होती है। फिर प्रति 1 व्यक्ति-घंटे तत्व मीटर में उत्पादन की औसत मात्रा की गणना की जाती है, जिसके बाद समग्र रूप से कार्य प्रक्रिया के तत्व मीटर से उत्पादन मीटर तक संक्रमण गुणांक स्थापित किए जाते हैं। निष्कर्ष में, प्रत्येक तत्व की लागत को जोड़कर, संबंधित संक्रमण गुणांक से गुणा करके, मुख्य और सहायक कार्य के लिए लागत का मानक मूल्य प्राप्त किया जाता है।
पूरी तरह से नए निर्माण और स्थापना प्रक्रियाओं के लिए प्रारंभिक और अंतिम कार्य के लिए लागत का डिज़ाइन उसी तरह से अवलोकन के परिणामों के आधार पर किया जाता है जैसे मुख्य और सहायक कार्य के लिए लागत का डिज़ाइन। हालाँकि, अधिकांश मामलों में, प्रारंभिक और अंतिम कार्य के लिए लागत मानक मानकों द्वारा या सामग्री और निष्पादन में समान कार्य के मानकों के अनुरूप निर्धारित किया जाता है।
तकनीकी ब्रेक, आराम और व्यक्तिगत जरूरतों पर खर्च किए गए समय को डिजाइन करने की अपनी विशेषताएं हैं। एक टीम के कई सदस्यों के काम के दौरान तकनीकी रुकावटें आती हैं और निर्माण और स्थापना प्रक्रियाओं की तकनीकी असंगति का परिणाम होती हैं, जो प्रक्रियाओं की सामग्री में प्रकट होती हैं, न कि उनके असंतोषजनक संगठन के कारण। व्यक्तिगत प्रक्रियाओं में कोई तकनीकी रुकावटें नहीं हैं।
तकनीकी विराम की अवधि मुख्य प्रक्रिया संकेतक के अंकगणितीय औसत के रूप में अवलोकनों के परिणामों के आधार पर निर्धारित की जाती है
कई मामलों में तकनीकी ब्रेक श्रमिकों के लिए आराम का समय होता है। इसलिए, तकनीकी विनियमन के अभ्यास में, एक सामान्य प्रावधान यह है कि तकनीकी ब्रेक के समय का 50% आराम के लिए ध्यान में रखना संभव है, बशर्ते कि प्रक्रिया की कुल लागत का कम से कम 5% समय व्यतीत हो। आराम पर.
विश्राम का समय सारणीबद्ध मानकों के आधार पर कार्य की गंभीरता की श्रेणी के आधार पर निर्धारित किया जाता है।
श्रमिकों की व्यक्तिगत जरूरतों के लिए अवकाश मानव शरीर की शारीरिक विशेषताओं द्वारा निर्धारित किया जाता है और प्रदर्शन किए गए कार्य की गंभीरता पर थोड़ा निर्भर करता है, जिसके परिणामस्वरूप उन्हें बिताए गए मुख्य समय के 5% की राशि में स्वीकार किया जाता है।
एक पूर्ण मानक तैयार करते समय, बुनियादी, सहायक और प्रारंभिक और अंतिम कार्य की लागत, तकनीकी ब्रेक और श्रमिकों की व्यक्तिगत जरूरतों और आराम की लागत को जोड़ा जाता है।
उत्पादन परीक्षण और मानकों का अनुमोदन मानकों के विकास पर अंतिम कार्य है। इनमें सामग्रियों की तैयारी भी शामिल है, जिसमें मसौदा मानक प्रस्तुत करना शामिल है। उत्तरार्द्ध में शामिल होना चाहिए: मानक का नाम, उसकी संख्या और उत्पाद मीटर; कार्य के उत्पादन के लिए संरचना और निर्देश; श्रमिकों की संरचना (पेशा, मात्रा, योग्यता) और काम की गुणवत्ता के लिए आवश्यकताएं; मानक के अनुसार नोट्स.
प्रस्तुत मसौदा मानकों के लिए उत्पादन परीक्षण की आवश्यकता होती है, जो निर्माण संगठन के प्रबंधकों के निरंतर नियंत्रण में होना चाहिए, और इसकी प्रगति का सावधानीपूर्वक विश्लेषण किया जाना चाहिए। परीक्षण में लाइन इंजीनियरिंग और तकनीकी कर्मियों और श्रमिकों को उन शर्तों से परिचित कराना शामिल है जो मानकों का अनुपालन सुनिश्चित करते हैं। इसके अलावा, कार्यस्थल पर उनके प्रदर्शन के आयोजन के साथ सामान्य प्रक्रिया के अनुसार उन्नत तकनीकों और काम के तरीकों पर श्रमिकों का प्रारंभिक प्रशिक्षण किया जाता है। परीक्षण मानकों की शुरुआत एक अलग आदेश द्वारा निर्धारित की जाती है जो सुविधाओं, टीमों और आर्थिक प्रोत्साहन की शर्तों को दर्शाती है, खासकर परीक्षण और कार्यान्वयन की प्रारंभिक अवधि में।
यदि परीक्षण प्रक्रिया के दौरान यह पता चलता है कि कुछ कर्मचारी नए मानकों का अनुपालन नहीं करते हैं, तो कार्य दिवस की एक तस्वीर ली जाती है, और उसके आधार पर मानकों के अनुपालन के लिए उपाय विकसित किए जाते हैं। कुछ मामलों में, मानकों को समायोजित करना आवश्यक हो सकता है, और उसके बाद परीक्षण जारी रहता है।
श्रमिकों द्वारा मानकों का परीक्षण और महारत हासिल करने के बाद, मानकों और निर्माण और स्थापना कार्य में उनके उपयोग को मंजूरी देने के लिए एक आदेश जारी किया जाता है।
टैरिफ राशनिंग
मजदूरी सामाजिक उत्पाद के उस हिस्से की मौद्रिक अभिव्यक्ति है जो श्रमिकों के व्यक्तिगत उपयोग के लिए जाती है, और श्रमिकों पर प्रभाव का एक शक्तिशाली लीवर है।
निर्माण उत्पादन को विकसित करने के लिए, सरकारी प्रोत्साहन और निर्माण संगठन द्वारा किए गए श्रम प्रोत्साहन दोनों का उपयोग किया जाता है।
टैरिफ विनियमन का मुख्य कार्य मजदूरी का सही, वैज्ञानिक रूप से आधारित संगठन है, जिसमें इसके कार्यान्वयन, मात्रात्मक और गुणात्मक संकेतकों की शर्तों के आधार पर विभिन्न प्रकार के श्रम का आकलन और भुगतान करना शामिल है।
· टैरिफ शेड्यूल,
· टैरिफ दरें,
· टैरिफ और योग्यता निर्देशिका
· विभिन्न सुधार कारक (क्षेत्रीय, पेशेवर, आदि)।
टैरिफ शेड्यूल एक पैमाना है जो श्रेणियों की एक निश्चित संख्या और टैरिफ गुणांक की संबंधित संख्या स्थापित करता है, जो दर्शाता है कि उच्च श्रेणी के लिए भुगतान पहली श्रेणी के भुगतान से कितनी गुना अधिक है। टैरिफ शेड्यूल श्रमिकों को अलग-अलग भुगतान करने का अवसर प्रदान करता है।
सार्वजनिक क्षेत्र के श्रमिकों के लिए, निर्माण संगठनों में श्रमिकों और विशेषज्ञों के पारिश्रमिक के लिए, सरकार ने नीचे दिखाए गए 18-बिट ग्रिड की स्थापना की है।
निर्माण विशिष्टताओं में श्रमिकों से इस ग्रिड के अनुसार पहली से आठवीं श्रेणी तक शुल्क लिया जाता है।
वेतन ग्रेड (टैरिफ ग्रेड) कर्मचारी की योग्यता की डिग्री निर्धारित करता है, और टैरिफ गुणांक इस और प्रथम श्रेणी के आधिकारिक वेतन के बीच का अनुपात दिखाता है। उदाहरण के लिए: 10वीं श्रेणी के कर्मचारी का आधिकारिक वेतन पहली श्रेणी के कर्मचारी के वेतन से 2.047 गुना अधिक है।
कुछ निर्माण संगठन अपने स्वयं के टैरिफ गुणांक के साथ छह अंकों के ग्रिड का उपयोग करते हैं। यह मौजूदा कानून के विपरीत है.
टैरिफ दरें कर्मचारी की योग्यता, कार्य की जटिलता और इसके कार्यान्वयन की बारीकियों को ध्यान में रखते हुए, कार्य समय की प्रति इकाई मौद्रिक रूप में स्वीकृत मजदूरी की राशि है। दरें प्रति घंटा, दैनिक और मासिक (वेतन) हो सकती हैं और मौद्रिक संदर्भ में पारिश्रमिक की पूर्ण राशि व्यक्त कर सकती हैं। पहली श्रेणी की टैरिफ दर सबसे कम है। इसे किसी अन्य श्रेणी के टैरिफ गुणांक से गुणा करके अन्य सभी श्रेणियों की दरें निर्धारित की जाती हैं।
निर्माण और मरम्मत और निर्माण संगठनों में, मजदूरी मानव-घंटे में व्यक्त समय मानकों के आधार पर निर्धारित की जाती है, और प्रति घंटा टैरिफ दरें टुकड़े-टुकड़े और समय-आधारित श्रमिकों के लिए समान होती हैं। टैरिफ दरों के आधार पर, टुकड़े-टुकड़े की कीमतें भौतिक शर्तों (एम 3, पीसी, आदि) में काम की माप की प्रति इकाई निर्धारित की जाती हैं। इन कीमतों की गणना टैरिफ दर को समय मानक से गुणा करके की जाती है।
दरें व्यक्तिगत और सामूहिक हो सकती हैं (एक इकाई, टीम आदि की औसत टैरिफ दर)।
औसत टैरिफ दर इकाई (टीम) के सदस्यों की टैरिफ दरों के योग के भागफल के रूप में उनकी संख्या के आधार पर निर्धारित की जाती है।
प्रथम श्रेणी कर्मचारी के लिए न्यूनतम मासिक टैरिफ दर (वेतन) सरकार द्वारा स्थापित की जाती है और वर्तमान आर्थिक स्थिति के आधार पर समय-समय पर संशोधित की जाती है। इस प्रकार, रोजगार के आधार पर काम करने वाले प्रत्येक कर्मचारी को टैरिफ श्रेणी या वेतन द्वारा निर्धारित न्यूनतम वेतन की गारंटी राज्य द्वारा दी जाती है। सरकारी संगठनों और उद्यमों में, कर्मचारी स्वयं अतिरिक्त भुगतान और बोनस अर्जित करते हैं, उदाहरण के लिए, पदों को मिलाकर या निर्माण और स्थापना कार्य की अतिरिक्त मात्रा के विकास के अधीन। सभी प्रकार के स्वामित्व वाले संगठनों में, उद्यमों और संगठनों से धन की उपलब्धता के अधीन, काम की जटिलता और तीव्रता के आधार पर न्यूनतम वेतन बढ़ाया और विभेदित किया जा सकता है। कई कॉर्पोरेट और निजी निर्माण संगठनों ने पहली श्रेणी की दर पेश की है जो सरकार द्वारा स्थापित दर से काफी अधिक है।
पृष्ठ
5
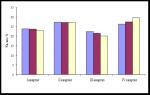
मिनटों में अतार्किक हानि की अवधि अंश के अंश में दी गई है, और प्रति शिफ्ट आंदोलनों की संख्या हर में दी गई है।
1) आइए हम संपूर्ण कार्यशाला के श्रमिकों के लिए प्रति वर्ष कार्य समय के नुकसान की पहचान करें।
(9*6+0.5*10+1*5+0.9*3+0.4*22)*115*251=2179307.5 मिनट
2179307.5: 60 = 36321.8 घंटे
2) आइए उत्पादित उत्पादों की (संभव) अतिरिक्त मात्रा की गणना करें।
36321.8: 6.1 = 5954.4 पीसी।
3) अपेक्षित उत्पादकता वृद्धि निर्धारित करें। ऐसा करने के लिए, आइए आउटपुट की गणना करें।
वास्तविक उत्पादन 80,000: 115 = 695.7 पीसी/व्यक्ति था
संभावित आउटपुट (80000 + 5954.4)/ 115 = 747.4 पीसी/व्यक्ति
747,4: 695,7 = 1,07
इसलिए, श्रम उत्पादकता में अपेक्षित वृद्धि 7% होगी।
4) आइए कार्य समय के उपयोग के वास्तविक गुणांक की गणना करें, बशर्ते कि प्रति वर्ष प्रभावी समय निधि 2000 घंटे के बराबर हो।
प्रति कर्मचारी समय की वार्षिक हानि होती है
36321.8: 115 = 316 घंटे
प्रति वर्ष एक कर्मचारी काम करता था
वास्तव में काम किया
2008 – 316 = 1692
कार्य समय की वास्तविक उपयोगिता दर होगी
1692: 2000 = 0,8
उपरोक्त वास्तविक कार्यस्थल उपयोग दर की गणना करने के बाद, हम कह सकते हैं कि कार्य समय का कुछ नुकसान हुआ है, क्योंकि यह अनुपात 0.8 है। इन हानियों को दूर करने के उपाय करना आवश्यक है।
विभिन्न प्रकार के उत्पादन में समय मानदंड बनाने वाले तत्वों के गठन की विशेषताएं।
एक नियम के रूप में, श्रमिकों के लिए समय मानक स्थापित किए जाते हैं। उनके लिए, मानकीकृत समय को टुकड़ा और प्रारंभिक-अंतिम में विभाजित किया गया है। टुकड़ा उत्पादन कुछ संगठनात्मक और तकनीकी उत्पादन स्थितियों के तहत उत्पाद की एक इकाई के निर्माण के लिए आवश्यक समय है। इसमें मुख्य और सहायक समय, कार्यस्थल की सेवा के लिए समय और कर्मचारी के आराम और व्यक्तिगत जरूरतों के लिए ब्रेक शामिल हैं।
एकल और छोटे पैमाने के उत्पादन में, समय मानक, एक नियम के रूप में, उपकरण के संचालन के लिए विशेष मानकों और काम के व्यक्तिगत तत्वों के लिए समय मानकों का उपयोग करके स्थापित किया जाता है।
बड़े पैमाने पर उत्पादन में, टाइमकीपिंग का उपयोग करके और कार्य दिवस की तस्वीरें खींचकर सर्वोत्तम उत्पादन प्रथाओं का अध्ययन और सारांश करके समय मानकों को सीधे स्थापित किया जा सकता है। श्रम मानकीकरण का उद्देश्य एक उत्पादन संचालन है, जिसे एक श्रमिक या उनके समूह द्वारा एक कार्यस्थल पर और श्रम की एक वस्तु पर की जाने वाली उत्पादन प्रक्रिया के एक भाग के रूप में समझा जाता है।
इस प्रकार, एक ऑपरेशन की विशेषता एक स्थायी कार्यस्थल, निष्पादक और श्रम का विषय है। व्यक्तिगत रूप से काम करते समय या ऐसे मामलों में जहां एक टीम में श्रम कार्यात्मक रूप से विभाजित होता है, राशनिंग का उद्देश्य प्रत्येक कार्यस्थल पर किया जाने वाला उत्पादन कार्य होता है। इस मामले में, टीम उत्पादन दर अंतिम उत्पादन ऑपरेशन से अंतिम उत्पाद के आउटपुट द्वारा निर्धारित की जाती है, और व्यक्तिगत दर एक ऑपरेशन के लिए श्रम लागत से निर्धारित होती है। उत्पादन संचालन के प्रत्येक तत्व के लिए समय मानक स्थापित करने के लिए, श्रम संगठन (व्यक्तिगत या टीम) के रूप की परवाह किए बिना, विश्लेषणात्मक और गणना कार्य अलग से किया जाता है। ऐसा करने में, उन्हें निम्नलिखित बुनियादी सिद्धांतों द्वारा निर्देशित किया जाता है:
* तकनीकी प्रक्रिया को उपकरणों के उपयोग के लिए प्रगतिशील मानकों और प्रभावी उपकरणों और उपकरणों का उपयोग करके सबसे लाभप्रद तकनीकी संचालन मोड के आधार पर डिजाइन किया जाना चाहिए, कई सतहों के एक साथ प्रसंस्करण की संभावनाओं को ध्यान में रखते हुए, आदि। प्रगतिशीलता के मानदंड श्रम की वस्तुओं को संसाधित करते समय प्रौद्योगिकी को न्यूनतम श्रम तीव्रता और अपशिष्ट में कमी पर विचार किया जाना चाहिए;
* काम के दौरान होने वाली तकनीकी रुकावटें (उपकरणों के स्वचालित, स्व-चालित संचालन के दौरान एक कर्मचारी की निष्क्रियता) को, यदि संभव हो तो, उपकरणों के स्वचालित संचालन या दो के एक साथ रखरखाव के साथ श्रम कार्यों को संयोजित करने के लिए किसी भी मैनुअल कार्य को करके कवर किया जाना चाहिए। या उपकरण के अधिक टुकड़े;
* कार्य निष्पादक के रूप में, सबसे अच्छे या कम से कम फिसड्डी कार्यकर्ता को नहीं, बल्कि एक औसत व्यक्ति को स्वीकार किया जाना चाहिए, जिसके पास एक निश्चित स्तर की योग्यता, विशेषज्ञता का अनुभव हो, जो अपने कार्यस्थल को ठीक से व्यवस्थित करता हो, काम में दोष नहीं आने देता हो, और सभी सुरक्षा नियमों का अनुपालन करता है;
*श्रम का तर्कसंगत संगठन, उसका सही विभाजन और सहयोग श्रम लागत की मात्रा पर बहुत प्रभाव डालता है। इसलिए, विश्लेषण करते समय, सबसे पहले, कार्यस्थलों को प्रमाणित करना, उन पर किए गए कार्य का पूरा दायरा निर्धारित करना, कार्य के प्रत्येक तत्व या उत्पादन कार्य पर खर्च किए गए आवश्यक समय की गणना करना और, इसके अनुसार, फॉर्म बनाना आवश्यक है। टीमें या इकाइयाँ।
विभिन्न प्रकार के उत्पादन और उद्योगों में समय के मानकों और उनके विकास की अपनी-अपनी विशेषताएँ होती हैं। चूँकि विभिन्न प्रकार के उत्पादन में कुछ कार्यों की पुनरावृत्ति एक समान नहीं होती है, इसलिए मानकीकरण की अनुमेय सटीकता भी समान नहीं होती है। बड़े पैमाने पर और बड़े पैमाने पर उत्पादन में, मानकीकरण की सबसे बड़ी सटीकता की आवश्यकता होती है, क्योंकि काम की बहुत महत्वपूर्ण पुनरावृत्ति के साथ गणना में छोटी त्रुटियां भी श्रम और मजदूरी के लिए नियोजित गणना में त्रुटियां पैदा कर सकती हैं। बड़े पैमाने पर और बड़े पैमाने पर उत्पादन में, मानकों की गणना व्यक्तिगत तरीकों के अनुसार की जाती है, बड़े पैमाने पर उत्पादन में - तरीकों के परिसरों के अनुसार, और छोटे पैमाने और व्यक्तिगत उत्पादन में - पूरे ऑपरेशन के लिए विशेष मानकों का उपयोग करके।
मुख्य एवं सहायक समय का मानकीकरण। कार्यस्थल की सेवा के लिए समय, विश्राम अवकाश के लिए समय और तैयारी और अंतिम समय का मानकीकरण।
एकल उत्पादन में, बढ़े हुए सहायक समय मानकों का उपयोग करना संभव है।
कार्यस्थल की सेवा के लिए कार्य की संरचना और अवधि उत्पादन के प्रकार और संगठन, उपकरण के प्रकार, किए जा रहे कार्य की प्रकृति, उद्यम में अपनाए गए रोटेशन और शिफ्ट डिलीवरी के क्रम आदि पर निर्भर करती है। कार्यस्थल की सेवा से संबंधित श्रम कार्यों की संख्या, समय मानक स्थापित नहीं है। उदाहरण के लिए, यदि शिफ्टों के बीच ब्रेक होता है, तो शिफ्ट सौंपने का समय सेवा समय में शामिल नहीं किया जाता है। इसे उन मामलों में भी चालू नहीं किया जाना चाहिए, जहां किए जा रहे कार्य की प्रकृति के कारण, यूनिट शिफ्ट ट्रांसफर के दौरान बंद नहीं हो सकती है।
कार्यस्थल की सर्विसिंग (उदाहरण के लिए, मशीन को साफ करना, पोंछना और चिकनाई देना) पर बिताया गया समय हमेशा मशीन को अनिवार्य रूप से रोकने से जुड़ा नहीं होता है, क्योंकि यह काम मशीन के चलने के दौरान भी किया जा सकता है। नतीजतन, कार्यस्थल की सेवा पर खर्च किए गए समय का निर्धारण करते समय निर्दिष्ट कार्य पर खर्च किए गए समय को भी ध्यान में नहीं रखा जाना चाहिए।
किसी उपकरण को तेज करने के लिए आवश्यक समय को मानक में केवल तभी शामिल किया जा सकता है जब किसी विशेष रूप से नामित कर्मचारी द्वारा केंद्रीकृत तेज करने का कार्य नहीं किया गया हो।