Skaidrės, kurios teoriškai gali padėti išlaikyti bendrą 1–2 lygių egzaminą atliekant ultragarsinį testavimą.
Santrumpos:
NK – neardomasis bandymas
Gerai – valdymo objektas
Terminai ir apibrėžimai:
Produkto kokybė- gaminio savybių rinkinys, lemiantis jo gebėjimą patenkinti tam tikrus poreikius pagal paskirtį
Valdymas (techninis valdymas)- tikrinti, ar objektas atitinka nustatytus techninius reikalavimus
Valdymo tipas- kontrolės klasifikavimas pagal tam tikrą kriterijų
Kontrolės metodas- tam tikrų principų ir kontrolės taikymo taisyklės
Neardomojo bandymo (NDT) metodas- kontrolės būdas, kai objekto tinkamumas naudoti neturėtų pakenkti
Valdymo sistema- kontrolės priemonių, atlikėjų ir tam tikrų valdymo objektų rinkinys, sąveikaujantis pagal atitinkamų norminių dokumentų nustatytas taisykles
Valdymo įrankis- techninis prietaisas, medžiaga ir (ar) medžiaga kontrolei atlikti
Atsekamumas- gaminio savybė, užtikrinanti jo valdymo galimybę, patogumą ir patikimumą gaminant, bandant, prižiūrint ir remontuojant
Įeinanti kontrolė- tiekėjo produktų, kuriuos vartotojas ar klientas gauna ir kurie skirti naudoti gaminiams gaminti, taisyti ar eksploatuoti, kontrolė
Operatyvinė kontrolė- gaminio ar proceso kontrolė technologinės operacijos metu arba po jos
Priėmimo kontrolė- gaminių kontrolė, kurios rezultatais remiantis priimamas sprendimas dėl jų tinkamumo tiekti ir (ar) naudoti
Defektas- kiekvienas individualus objekto neatitikimas nustatytiems reikalavimams (GOST 15467-79)
Nutrūkimas- medžiagos homogeniškumo pažeidimas, dėl kurio staigiai pasikeičia viena ar kelios jos fizinės savybės (tankis, magnetinis pralaidumas, garso greitis, bangų atsparumas ir kt.)
Prekė su defektais- prekė, kuri turi bent vieną defektą
Kritinis defektas- defektas, kuriam esant prekės naudojimas pagal paskirtį praktiškai neįmanomas arba nepriimtinas
Reikšmingas defektas- defektas, turintis didelės įtakos numatomam prekės naudojimui ir (ar) jos ilgaamžiškumui, tačiau nėra kritinis
Nedidelis defektas- defektas, neturintis didelės įtakos pagal paskirtį ir jos ilgaamžiškumą
Valdymo patikimumas- kontrolės charakteristika (kokybinė arba kiekybinė), parodanti, remiantis iš anksto nustatytais kriterijais, artumą situacijai, kuri neleidžia tiek per daug, tiek per mažai atmesti.
Perrinkimas- defektų nebuvimas bent viename iš objektų, atmestų pagal apžiūros rezultatus
Prastos kokybės- bent viename iš objektų, pripažintų tinkamu pagal patikrinimo rezultatus, defektas
Kaip žinoma iš GOST 18353-79, yra 9 NK tipai:
1. Magnetinis- NC tipas, pagrįstas magnetinio lauko sąveikos su OC analize)
2. Elektrinis- NK tipas, pagrįstas elektrinio lauko, sąveikaujančio su OC arba atsirandančio OC dėl išorinio poveikio, parametrų registravimu.
3. Sūkurinė srovė- NK tipas, pagrįstas sūkurinių srovių keitiklio elektromagnetinio lauko sąveikos su OC indukuojamų sūkurinių srovių elektromagnetiniu lauku.
4. Radijo banga- NK tipas, pagrįstas radijo diapazono, sąveikaujančių su OC, elektromagnetinių bangų parametrų pokyčių registravimu
5. Šiluminis- NDT tipas, pagrįstas defektų sukeltų OK šiluminių ar temperatūros laukų pokyčių registravimu
6. Optika- NC tipas, pagrįstas optinės spinduliuotės, sąveikaujančios su OC, parametrų registravimu
7. Radiacija- NK tipas, pagrįstas prasiskverbiančios jonizuojančiosios spinduliuotės registravimu ir analize po sąveikos su OC
8. Akustinis- neardomojo bandymo tipas, pagrįstas sužadintų ir (arba) atsirandančių tampriųjų bangų parametrų registravimu OK
9. Prasiskverbiančios medžiagos(kapiliarų ir nuotėkio aptikimas) - neardomųjų bandymų tipas, pagrįstas medžiagų įsiskverbimu į OK defektų ertmes.
Kiekvieno tipo NDT metodai klasifikuojami pagal šiuos kriterijus:
fizikinių laukų ar materijos sąveikos su OK pobūdis;
pirminiai informaciniai parametrai;
pirminės informacijos gavimo būdai.
Metodų klasifikacija pagal PB 03-440-02šiek tiek kitoks.
„Personalo atestavimo neardomųjų bandymų srityje taisyklės“ PB 03-440-02 nustato pavojingų gamybinių objektų techninių prietaisų, pastatų ir konstrukcijų NDT atliekančių darbuotojų atestavimo tvarką. NDT srities personalo atestavimas vykdomas siekiant patvirtinti teorinio ir praktinio pasirengimo, patirties, specialisto kompetencijos pakankamumą, t.y. savo profesines žinias, įgūdžius, meistriškumą ir suteikiant teisę atlikti darbus naudojant vieną ar daugiau NDT rūšių (būdų). NDT specialistai, priklausomai nuo pasirengimo ir gamybinės patirties, yra atestuojami trijų profesinės kvalifikacijos lygių – I, II, III.
Atestuojamas personalas, atliekantis objektų apžiūrą šiais NDT tipais (metodais):
1. Radiacija RK (RT)
1.1. Rentgenas
1.2. Gamagrafinis
1.3. Radioskopinis
2. Ultragarsinis ultragarsas (UT)
2.1. Ultragarsinis defektų nustatymas
2.2. Ultragarsinis storio matavimas
3. Akustinės emisijos AE (AT)
4. Magnetinis MK (MT)
4.1. Magnetinė dalelė
4.2. Magnetografinis
4.3. Fluxgate
4.4. Salės efektas
4.5. Magnetinės atminties metalas
5. Sūkurinės srovės VC (ET)
6. Prasiskverbiančios medžiagos
6.1. Kapiliaras
6.2. Nuotėkio aptikimas
7. Vibrodiagnostinė VD
8. Elektrinis EC
9. Šiluminis TC
10. Optinis gerai
11. Vizualinis ir matavimo VIC (VT)
12. Įtempių ir deformacijų būsenos įtempių ir deformacijų būklės stebėjimas
12.1. Radiacija
12.2. Ultragarsinis
12.3. Magnetinis
12.4. Sūkurinė srovė
Kandidatas, pretenduojantis gauti atestaciją pagal vieną iš trijų kvalifikacijos lygių, yra atestuojamas pagal specifinius NDT metodus. Kiekvieno kandidato sertifikavimo sritis yra jo veiklos sritis stebint konkrečius objektus:
1. Katilo tikrinimo įrenginiai
2. Dujų tiekimo (dujų paskirstymo) sistemos:
3. Kėlimo konstrukcijos
4. Kasybos įrenginiai
5. Anglies pramonės įrenginiai
6. Naftos ir dujų pramonės įranga
7. Metalurgijos pramonės įranga
8. Įranga, skirta sprogimui, gaisrui ir chemiškai pavojingoms pramonės šakoms
9. Geležinkelio transporto priemonės
10. Grūdų sandėliavimo ir perdirbimo patalpos
11. Pastatai ir statiniai (statybų aikštelės)
12. Elektros energijos įrenginiai
Dabar pereikime prie apibrėžimų iš skyriaus „Svyravimai ir bangos“.
Dvejojimas- judėjimas aplink tam tikrą vidutinę padėtį, pakartojamas laiku
Banga- erdvėje sklindantys svyruojantys judesiai: vieno terpės taško virpesiai perduodami gretimui ir pan.
Akustikoje atsižvelgiama į elastines vibracijas ir bangas atliekant kitus neardomuosius bandymus, naudojami elektromagnetiniai virpesiai ir bangos.
Elastingumas- aplinkos taškų savybė, pasibaigus jėgos poveikiui, grįžti į pradinę būseną
Virpesiams būdingas dažnis ir amplitudė.
Dažnis- svyravimų periodų (ciklų) skaičius per laiko vienetą (dažniausiai sekundę)
Vibracijos iš taško į tašką terpėje perduodamos tam tikru greičiu – garso greičiu.
Bangos ilgis- mažiausias atstumas tarp dviejų taškų, svyruojančių toje pačioje fazėje
Garso greitis daugelyje metalų yra apie 6000 m/s. Esant 6 MHz dažniui, bangos ilgis yra 1 mm. Ultragarsiniam metalų tyrimui dažniausiai naudojamos bangos, kurių ilgis nuo 0,06 iki 12 mm. Ultragarso banga- ultragarso dažnio tampriųjų virpesių sklidimo materialioje aplinkoje procesas Kūno bangos Išilginė banga yra kietose medžiagose, skysčiuose ir dujose. Skersinės bangos egzistuoja tik kietose medžiagose. Paviršinės bangos Bangos apribotose kietosiose medžiagose 1 kritinis kampas 2-asis kritinis kampas 3 kritinis kampas Ultragarsinis laukas „Neardomieji suvirintų jungčių kokybės kontrolės tipai“
Turite pasirinkti teisingą atsakymą: 1.
Koks tikslas tikrinti suvirintą jungtį?
a) pašalinti defektą; b) patikrinti jų veiksmus suvirinimo proceso metu; c) abiem; 2. Kas apima suvirinto jungties tikrinimo zoną?
a) siūlė per visą ilgį; b) siūlės abiejose pusėse ir gretimose srityse; c) atskiros siūlės dalys; 3. Koks yra išankstinės kontrolės tikslas?
?
a) suvirintos jungties defektų susidarymo prevencija; b) sutaupyti laiko suvirinimui; c) nustatyti suvirintos jungties defektus 4. Kokie tikrinimo metodai skirti paviršiaus defektams aptikti?
a) gama peršvietimas; b) kapiliarinis; c) hidraulinis; 5. Kontroliuojama zona vizualinio patikrinimo metu apima?
a) suvirinti; b) suvirinimo siūlė ir šilumos poveikio zona; c) suvirinimo siūlę ir karščio paveiktą zoną iš armatūros pusės ir iš šaknies pusės; 6. Kuris patikrinimo būdas patikimiausiai nustato vidinius defektus?
a) liuminescencinis; b) radioaktyvus; c) mechaniniai bandymai; 7. Koks metalografinių tyrimų tikslas?
?
a) suvirintos jungties skerspjūvio defektų nustatymas; b) suvirintos jungties mechaninių savybių nustatymas; c) abu 8. Kas lemia kontrolės metodo pasirinkimą?
a) dėl eksploatavimo sąlygų; b) apie suvirintojo kvalifikaciją; c) dėl konstrukcijos dydžio; 9. Ar atliekant hidraulinius bandymus galima aptikti fistulių?
c) taip, jei jie yra nuo galo iki galo; 10. Ar jis naudojamas kaip gama spinduliuotės šaltinis?
a) rentgeno vamzdis; b) radioaktyviosios medžiagos, dedamos į švino kapsules; c) infraraudonieji spinduliai. Siekiant užtikrinti saugias eksploatavimo sąlygas įvairiems objektams su suvirintomis jungtimis, visos siūlės turi būti reguliariai tikrinamos. Nepriklausomai nuo jų naujumo ar ilgo tarnavimo laiko, metalinės jungtys tikrinamos įvairiais defektų nustatymo metodais. Veiksmingiausias metodas yra ultragarsas – ultragarsinė diagnostika, gautų rezultatų tikslumu pranašesnė už rentgeno defektų aptikimą, gama defektų aptikimą, radijo defektų aptikimą ir kt. Tai toli gražu ne naujas metodas (ultragarsinis tyrimas pirmą kartą buvo atliktas 1930 m.), tačiau jis yra labai populiarus ir naudojamas beveik visur. Taip yra dėl to, kad net ir mažų jų buvimas neišvengiamai praranda fizines savybes, tokias kaip stiprumas, o laikui bėgant - jungties sunaikinimas ir visos konstrukcijos netinkamumas.
Ultragarso bangos ultragarso metu žmogaus ausis nesuvokia, tačiau tai yra daugelio diagnostikos metodų pagrindas. Ne tik defektų aptikimas, bet ir kitos diagnostikos pramonės šakos naudoja įvairius metodus, pagrįstus ultragarso bangų prasiskverbimu ir atspindžiu. Jie ypač svarbūs toms pramonės šakoms, kuriose pagrindinis reikalavimas yra neleistinumas daryti žalą tiriamam objektui diagnostikos proceso metu (pavyzdžiui, diagnostinėje medicinoje). Taigi ultragarsinis suvirinimo siūlių stebėjimo metodas yra neardomasis kokybės kontrolės ir tam tikrų defektų vietos nustatymo metodas (GOST 14782-86). Ultragarsinių tyrimų kokybė priklauso nuo daugelio veiksnių, tokių kaip prietaisų jautrumas, sąranka ir kalibravimas, tinkamesnio diagnostikos metodo pasirinkimas, operatoriaus patirtis ir kt. Siūlių tinkamumo kontrolė (GOST 14782-86) ir objekto patvirtinimas eksploatuoti neįmanomas nenustačius visų tipų jungčių kokybės ir nepašalinus net mažiausio defekto. Ultragarsinis suvirinimo siūlių tyrimas yra neardomasis metodas, skirtas stebėti ir ieškoti nepriimtino dydžio paslėptų ir vidinių mechaninių defektų bei cheminių nukrypimų nuo nurodyto standarto. Ultragarsinio defektų nustatymo metodas (USD) naudojamas įvairių suvirintų jungčių diagnostikai. Ultragarsinis tyrimas yra efektyvus nustatant oro tuštumas, chemiškai netolygią sudėtį (šlako investicijas) ir nemetalinių elementų buvimą.
Ultragarso testavimo technologija pagrįsta aukšto dažnio vibracijų (apie 20 000 Hz) gebėjimu prasiskverbti į metalą ir atsispindėti nuo įbrėžimų, tuštumų ir kitų nelygumų paviršiaus. Dirbtinai sukurta, nukreipta diagnostinė banga prasiskverbia pro bandomąjį ryšį ir, aptikus defektą, nukrypsta nuo įprasto sklidimo. Ultragarso operatorius šį nuokrypį mato prietaisų ekranuose ir, remdamasis tam tikrais duomenų rodmenimis, gali apibūdinti nustatytą defektą. Pavyzdžiui: Šiandien pramonė naudoja penkis pagrindinius ultragarsinio tyrimo metodus (GOST 23829 - 79), kurie skiriasi tik tuo, kaip įrašomi ir vertinami duomenys: Beveik visi diagnostikos prietaisai ultragarso bangų metodu yra sukurti panašiu principu. Pagrindinis darbinis elementas yra pjezoelektrinė jutiklio plokštė, pagaminta iš kvarco arba bario titanito. Ultragarsinio prietaiso pjezoelektrinis jutiklis yra prizminėje paieškos galvutėje (zonde). Zondas dedamas išilgai siūlių ir lėtai judinamas, suteikiant abipusį judesį. Šiuo metu į plokštę tiekiama aukšto dažnio srovė (0,8-2,5 MHz), dėl kurios ji pradeda skleisti ultragarso virpesių pluoštus, statmenus jos ilgiui. Atsispindėjusias bangas suvokia ta pati plokštelė (kitas priėmimo zondas), kuris jas paverčia kintama elektros srove ir iš karto atmeta bangą osciloskopo ekrane (atsiranda tarpinė smailė). Ultragarsinio testavimo metu jutiklis siunčia pakaitomis trumpus skirtingos trukmės tamprių virpesių impulsus (reguliuojama vertė, μs), atskirdamas juos ilgesnėmis pauzėmis (1-5 μs). Tai leidžia nustatyti tiek defekto buvimą, tiek jo atsiradimo gylį. Kartais, norint nustatyti tikslesnį defekto pobūdį, neužtenka ultragarso charakteristikų ir reikia taikyti išsamesnius tyrimus naudojant rentgeno defektų aptikimą arba gama defektų nustatymą.
Ultragarsinis suvirinimo siūlių patikrinimas yra gana aiškus. O teisingai atlikus suvirinimo bandymo metodą, jis duoda visiškai išsamų atsakymą dėl esamo defekto. Tačiau ultragarsinio tyrimo taikymo sritis taip pat turi. Naudojant ultragarsinį tyrimą, galima nustatyti šiuos defektus: Tokie ultragarsiniai tyrimai gali būti atliekami su šiais metalais: Ultragarsas atliekamas geometrinėje sistemoje: Tikrinamos šių tipų siūlės: Pagrindinės šios technikos naudojimo sritys Ultragarsinis siūlių vientisumo stebėjimo metodas naudojamas ne tik pramonės sektoriuose. Ši paslauga – ultragarsinis skenavimas – užsakoma ir privačiai statant ar rekonstruojant namus. Ultragarsinis tyrimas dažniausiai naudojamas: Žemiau pateikiami bendrieji klausimai dėl bilietų atestuojant I, II ir III lygio neardomųjų bandymų specialistus. Optiniai, vizualiniai ir matavimo neardomojo bandymo metodai: Kapiliarinis metodas Ultragarso metodas Magnetinis metodas Elektrinis metodas Terminis metodas Nuotėkio aptikimo metodas Radijo bangų metodas Radiacijos metodas Sūkurinės srovės metodas Akustinės emisijos metodas Federalinė geležinkelių transporto agentūra Federalinė valstybinė švietimo įstaiga Vidurinis profesinis išsilavinimas Penzos geležinkelio transporto koledžas Neardomasis komponentų ir dalių bandymas,techninės diagnostikos sistemos Testas Klausimas Nr. 1. Bendrosios neardomųjų bandymų nuostatos Klausimas Nr. 2. Magnetinis neardomojo bandymo tipas Klausimas Nr. 3. Priemonių tikslai ir techninės diagnostikos sistemų klasifikacija Klausimas Nr. 1. Bendrosios neardomųjų bandymų nuostatos Techninė diagnostika- žinių sritis, apimanti objektų techninės būklės nustatymo teoriją, metodus ir priemones (GOST 20911-89) (17). Techninė diagnostika- objekto techninės būklės nustatymo procesas, nurodant vietą, tipą ir defektų bei pažeidimų priežastis. Techninės diagnostikos sistema PS yra objektų, metodų ir priemonių, taip pat vykdytojų visuma, leidžianti atlikti diagnostiką pagal atitinkamos norminės ir techninės dokumentacijos nustatytas taisykles. Ši sistema skirta išspręsti šias problemas: diagnozė(iš graikų kalbos „diagnozė“ - atpažinimas, nustatymas) - pastotės ar surinkimo mazgo techninės būklės įvertinimas tam tikru laiko momentu (šiuo atveju nustatoma automobilių ir lokomotyvų gamybos ar remonto kokybė); prognozavimas(iš graikų kalbos „prognozė“ - numatymas, numatymas) techninės būklės, kurioje po tam tikro eksploatavimo laikotarpio atsidurs judantis agregatas (pavyzdžiui, automobilių techninės priežiūros punktuose (PTO), ne tik techninė būklė ryžtingas, bet ir klausimas dėl galimybės automobilius perkelti į kitą sprendžiamas GTV be gedimų); genezė(kilmė, atsiradimas, formavimosi procesas) - PS techninės būklės nustatymas praeityje (pvz., prieš avariją, avariją, kitus avarinius įvykius); tokio tipo problemų sprendimas vadinamas technine genetika. Diagnostika atliekama kiekviename pastotės gyvavimo ciklo etape: projektavimo etape, gamybos metu, eksploatacijos metu ir atliekant visus planuojamus remonto darbus. Automobilis, lokomotyvas, surinkimo mazgas ar dalis kaip diagnostikos objektai (OD) patiria eksploatacinius smūgius normaliai eksploatuodami ir bando smūgius iš techninės diagnostikos priemonių (TD), imituojančias pastotės eksploatavimo sąlygas, artimas eksploatacinėms. Apie OD techninę būklę galima spręsti pagal diagnostinius parametrus (DP). Ryžiai. 1 Automobilių ir lokomotyvų techninės diagnostikos sistemos blokinė schema. Informacija iš STD, kuris matuoja ir konvertuoja parametrus pagal iš anksto sukurtą diagnostinį algoritmą (AD), patenka į operatorių (O), kad priimtų sprendimą. PS projektavimo etape parengiamas matematinis diagnostikos objekto modelis, nustatoma veiklos valdymo taktika, suformuluojami diagnozavimo reikalavimai ir jos įgyvendinimo technologija, paskiriama objekto prevencinių ir remonto darbų seka. Diagnostinės sistemos pagal paskirtį skirstomos į sistemas, skirtas tikrinti darbingumą (ar automobilis, lokomotyvas ar surinkimo mazgas veikia, ar sugedęs), teisingą veikimą (ar jo veikimo parametrai atitinka gerą techninę būklę), defekto buvimą. (trūkumo vietos, rūšies ir rūšies, jo atsiradimo priežasčių nustatymas) . Techninės diagnostikos sistemos taip pat skirstomos į bendrąsias (montavimo mazgų ir detalių techninei būklei įvertinti), veikiančias eksploatuojant automobilius, bandomąsias (kai PS ar surinkimo mazgas yra paveiktas STD )
ir kombinuotas (funkcinių ir tiriamųjų diagnostikos metodų derinys). Klausimas Nr. 2. Magnetinis neardomojo bandymo tipas Magnetinis NDT tipas pagrįstas tiriamojo objekto sąveikos su magnetiniu lauku analize ir taikomas tik dalims, pagamintoms iš metalų ar lydinių, kuriuos galima įmagnetinti. Jis kontroliuoja laisvas dalis arba dalių dalis, prie kurių galima patekti, kad būtų galima nustatyti paviršiaus ar požeminio paviršiaus defektus. Geležinkelio transporte magnetiniai bandymai atliekami šiems riedmenų objektams: amortizacinės traukos ir stabdymo įrangos detalėms, įvairių modelių vežimėlių rėmams, komplektuojamiems ir pavieniui, šarnyriniams kaiščiams, visų tipų ratų porų ašims, tiek surinktoms, tiek sukomplektuotoms. laisvos būklės lokomotyvo ratų diskai, flanšas ir stipinai, laisvi ašių guolių žiedai, taip pat vidiniai žiedai, prispausti ant ašies kakliukų, krumpliaračių ratlankiai ir traukos pavaros, generatorių velenai, traukos varikliai ir pavarų mazgai, traukos žiedai, fiksavimo juostos , spyruoklės, varžtai ir kt. P. Sakoma, kad jėgos laukas egzistuoja „tuščioje“ erdvėje, jei jėga veikia objektą toje erdvėje. Pavyzdžiui, žmogus nuolat patiria gravitacinio lauko veikimą: kad ir kur jis būtų, Žemė jį traukia vienoda didumo ir krypties jėga. Visiems jėgos laukams lauko stiprumo nustatymo formulės struktūra yra vienoda. Jis visada apima vieno ar kelių dydžių, apibūdinančių kūną (masę, krūvį, greitį ir kt.), sandaugą vektoriniu dydžiu, apibūdinančiu lauką toje vietoje, kur yra kūnas. Šis kiekis vadinamas įtampa laukai. Kiekvieną jėgos lauką sukuria tie ir tik tie kūnai, kuriuos jis gali veikti. Pavyzdžiui, bet koks objektas, nepriklausomai nuo dydžio, masės, spalvos ir pan., aplink save sukuria gravitacinį lauką, kuris pritraukia kitus objektus jų svorio centrus jungiančia linija. Paimkime kitokią fizinę prigimtį – elektrostatinį (kulono) lauką. Pabrėžiame, kad elektrostatinis laukas yra selektyvesnis, jį sukuria tik įkrauti kūnai, kurių krūviai gali būti ir teigiami, ir neigiami, tačiau masė visada teigiama. Tačiau formulių konstrukcija ta pati: norint gauti jėgą, reikia padauginti tam tikrą su kūnu susijusią reikšmę iš lauko stiprumo šioje vietoje. Jėgos laukai apibūdinami jėgos linijomis. Pagrindinė bet kurio lauko jėgos linijos savybė yra ta, kad bet kuriame taške, per kurį ji eina, intensyvumo vektoriaus kryptis sutampa su jos liestinės kryptimi tame pačiame taške, o vektorių ilgiai, t.y. įtampos vertės visuose elektros linijos taškuose yra vienodos. Lauko stiprumas yra didesnis ten, kur linijos tankesnės .
Iš linijų aibės galima spręsti ne tik kryptį, bet ir lauko stiprumo dydį kiekviename taške. Laukas, kurio stiprumas visuose taškuose yra vienodas, vadinamas vienalyčiu. Priešingu atveju jis nėra vienodas. Magnetinis laukas yra viena iš jėgos laukų rūšių. Tačiau skirtingai nei elektrostatinis, jis yra dar selektyvesnis – veikia tik judančius krūvius. Netgi stipriausiuose magnetiniuose laukuose jokia jėga neveikia nejudančių įkrautų objektų. Pasidaro akivaizdu, kad judantį kūną magnetiniame lauke veikiančios jėgos nustatymo formulės „konstrukcija“ turi būti sudėtingesnė už ankstesnes. Magnetinio bandymo metodai gali būti naudojami tik dalims, pagamintoms iš feromagnetinių medžiagų. Jie yra pagrįsti klaidinančių magnetinių laukų, atsirandančių ant įmagnetintos dalies paviršiaus, aptikimu arba matavimu tose vietose, kur yra medžiagos vientisumo pažeidimų arba inkliuzų su skirtingu magnetiniu pralaidumu. Šis kontrolės būdas susideda iš šių technologinių operacijų: gaminio paruošimo kontrolei; gaminio ar jo dalies įmagnetinimas; feromagnetinių miltelių (sausas metodas) arba suspensijos (drėgnas metodas) tepimas ant gaminio paviršiaus; paviršiaus tyrimas ir apžiūros rezultatų interpretavimas; išmagnetinimas. Gaminių paruošimas patikrinimui apima kruopštų jų valymą. Yra trys įmagnetinimo būdai: polinis (išilginis), nepolinis (apvalus) ir kombinuotas. Su polių įmagnetinimu naudojami elektromagnetai ir solenoidai. Įmagnetinant, per detalę praleidžiama didelė žemos įtampos srovė. Kombinuotas metodas yra bepolio ir polinio įmagnetinimo metodų derinys .
Įmagnetinant polius, susidaro išilginis laukas, kuriame aptinkami skersiniai įtrūkimai. Naudojant nepolinį įmagnetinimą, išryškėja išilginiai defektai (įtrūkimai, plaukų linijos ir kt.) ir radialiniai įtrūkimai ant galinių paviršių. Naudojant kombinuotą įmagnetinimą, gaminį vienu metu veikia du vienas kitam statmeni magnetiniai poliai, todėl galima aptikti defektus bet kuria kryptimi. Gaminiams įmagnetinti gali būti naudojama kintamoji ir nuolatinė srovė, taip pat impulsinė srovė. Juodos arba tamsiai rudos spalvos magnezitas (geležies oksidas Fe3O4) naudojamas kaip magnetiniai milteliai šviesaus paviršiaus gaminiams kontroliuoti. Tamsaus paviršiaus gaminiams kontroliuoti naudojamas rudai raudonos spalvos geležies oksidas (Fe2O3). Lengvo plieno drožlės turi geriausias magnetines savybes. Tamsaus paviršiaus gaminiams kontroliuoti taip pat naudojami spalvoti milteliai. Organiniai aliejai yra skysta mišinių (suspensijų) bazė. Ruošiant mišinį į 1 litrą skysčio paprastai dedama 125-175 g geležies oksido miltelių arba 200 g pjuvenų. Atsižvelgiant į medžiagos magnetines savybes, bandymai gali būti atliekami naudojant liekamąjį gaminio įmagnetinimą arba taikomą magnetinį lauką. Pirmuoju atveju pudra tepama ant detalės išjungus defektų detektorių, o antruoju – įjungus defektų detektorių. Jei yra defektas, miltelių dalelės, nusėdusios plyšio kraštų srityje, nubrėžia jo kontūrą, t.y. parodyti jo vietą, formą ir ilgį. Didelį liekamąjį magnetizmą turinčios dalys gali ilgą laiką pritraukti dilimo produktus, todėl gali padidėti abrazyvinis nusidėvėjimas. Todėl šios dalys turi būti išmagnetintos. Klausimas Nr. 3. Priemonių tikslai ir techninės diagnostikos sistemų klasifikacija Techninės diagnostikos priemonės – tai techninių priemonių visuma, skirta įvertinti valdymo objekto techninę būklę. Atsižvelgiant į užduotis ir taikymo sritį, techninės diagnostikos priemonės gali būti klasifikuojamos pagal skirtingus kriterijus. Pagal taikymo sritį STD galima suskirstyti į standartinius ir specialius. Standartinės LPL daugiausia skirtos funkcinei diagnostikai, t.y. eiliniam techninės būklės stebėjimui. Tai stovai, mikrometriniai prietaisai, indikatoriai, defektų detektoriai, prietaisai įvairiems fizikiniams dydžiams matuoti. Pagal paskirtį LPL skirstomos į universaliąsias (bendrosios paskirties) ir specializuotas. Universalūs STD skirti įvairių konstrukcijų pastočių techninės būklės parametrams (elektros srovė, įtampa, magnetinio lauko stiprumas ir indukcija, vibracijos ir triukšmo spektrinė analizė, defektų nustatymo įrankiai ir kt.) matuoti. Specializuotos STD yra sukurtos diagnozuoti konkrečius mašinų elementus, panašius automobilius ir lokomotyvus. STD paprastai sudaro įtakos valdomam objektui šaltiniai (bandymo metodu), keitikliai, ryšio kanalai, stiprintuvai ir signalo keitikliai, matavimo vienetai, diagnostinių parametrų dekodavimas ir registravimas (įrašymas), informacijos kaupimo ir apdorojimo įrenginiai. pagrįstas mikroprocesorių technologija, suderinamas su asmeniniu kompiuteriu. Mobilumo požiūriu STD skirstomos į įmontuotus ir nešiojamus. Integruoti STD surenkami bendrame stebėjimo objekto projekte (pavyzdžiui, lengvųjų automobilių ašių guolių šildymo davikliai) ir naudojami nuolatiniam surinkimo mazgų, kurių gedimai kelia grėsmę traukinių eismo saugumui ar techninei priežiūrai, stebėjimui. kurių būklę galima nustatyti tik esant eksploatacinėms apkrovoms (veikiančio dyzelinio variklio, kompresoriaus parametrai). PUSLAPIO LŪŽIS-- Išoriniai STD atliekami stacionarių, mobilių įrenginių, nešiojamų prietaisų, prijungtų prie automobilio kontrolės laikotarpiu, pavidalu. Remiantis diagnostikos tipais, diagnostikos metodai ir įrankiai skirstomi į funkcinius ir testinius. Taikant tyrimo metodą, signalai generuojami kaip išorinio diagnostinio agento poveikio atspindys. Šiuolaikinės diagnostikos instaliacijos – tai kompaktiški specializuotų kompiuterių kompleksai, kurių viduje numatyti atitinkami blokai (D-U-kompiuterio struktūra). Išryškėjo dvi STD konstravimo tendencijos: kelių parametrų struktūros ir sistemos su nuodugniu informacijos dekodavimu. Pirmuoju atveju diagnostikos objekte pagal tam tikrą schemą įrengiama labai daug skirtingų keitiklių, kurių pagalba fiksuojama daug parametrų objekto techninei būklei įvertinti. Šis metodas reikalauja daug laiko ir sumažina diagnostikos sistemos veikimo be gedimų tikimybę. Antroji tendencija – montuoti minimalų keitiklių skaičių, bet giliau analizuoti gaunamą informaciją identifikuojant signalus – trukdžius ir naudingus signalus iš valdomo objekto, pagal kuriuos sprendžiama dėl jo techninės būklės. Šiuolaikinės STD leidžia įgyvendinti antrąją tendenciją, kurioje, nepaisant bendros diagnostikos schemos sudėtingumo, galima žymiai sumažinti medžiagų sąnaudas, esant aukštam valdymo patikimumui. Lentelėje pateikiami pagrindiniai STD, naudojami eksploatuojant ir atliekant planuojamus automobilių remonto tipus. Atvažiuojančių traukinių automobiliams valdyti buvo sukurta ARM-OV įranga - automatizuota automobilių inspektoriaus darbo vieta. Ilgalaikės vežimų pramonės plėtros plane numatoma naudoti itin efektyvias beatliekes vežimų priežiūros ir remonto technologijas, plačiai naudojant automatizuotas diagnostikos sistemas surinkimo agregatų techninei būklei stebėti: Automatinis bekontaktis kompleksas, skirtas stebėti riedmenų aširačius judant „Express-Profile“; Automatizuotas diagnostikos kompleksas automobilių ratų poroms matuoti Komplekso stoties prieigose; Automobilio pakrovimo kokybės nustatymo sistema; Automatinis ratų valdymo įtaisas ir ašidėžės slydimas; Integruota stabdomų ratų stebėjimo sistema, slankikliai, suvirinimo siūlės, įlenkimai, nelygus riedėjimas, plonas kraigas, ratų įtrūkimai; Prekinių vagonų atvirų, nefiksuotų, deformuotų liukų ir durų stebėjimo sistema; Automatizuota sistema, skirta aptikti automobilius su neigiama dinamika (ASOOD) artėjant prie stoties. Tinklo priežiūros punktus aprūpinus automatizuotomis diagnostikos sistemomis, bus užtikrintas saugus iki 14 tūkst. tonų sveriančių traukinių pravažiavimas padidintos garantijos zonose. Literatūra Neardomieji bandymai vežimų pramonėje. TAIP. Moikin. 2. Geležinkelio riedmenų dalių ir mazgų techninės diagnostikos ir neardomojo bandymo šiuolaikiniai metodai. Krivorudčenko V.F., Akhmedžanovas R.A. 3. Neardomieji bandymai vežimų pramonėje. TAIP. Moikin. 4. Automobilių remonto technologija. B.V. Bykovas, V.E. Pigarevas.
Amplitudė- didžiausias nukrypimas nuo pusiausvyros padėties
Atliekant ultragarsinį tyrimą, dažniausiai matuojamas amplitudės A" slopinimas, palyginti su tiriamajame objekte sužadintais svyravimais Ao. Tam naudojami logaritminiai vienetai – decibelai (dB).
Nes A" 

Akustikoje laikomos izotropinės terpės.
Izotropija- terpės fizikinių savybių nepriklausomumas nuo krypties joje. Terpės, kurių savybės priklauso nuo krypties, vadinamos anizotropinėmis.
Rėjus- kryptis, kuria sklinda didžiausia bangos proceso energija
Priekyje- vienoje fazėje svyruojančių taškų rinkinys, kurį tam tikru momentu pasiekė banginis procesas
Tamprių virpesių dažnių diapazonas
Atskirų dalelių svyruojantis judėjimas vyksta ta pačia kryptimi, kuria sklinda banga. 
Atskiros dalelės svyruoja statmena bangos sklidimo krypčiai. 
Skersinės bangos skirstomos į horizontaliai poliarizuotą SH ir vertikaliai poliarizuotą SV. Stebint pasvirusiu zondu, naudojama SV poliarizuota skersinė banga.
Paviršinė banga (Rayleigh)
- išilginių ir skersinių bangų derinys
- plinta laisvąja kieto kūno riba
- dalelės svyruoja elipsėse
- banga keliauja dideliais atstumais
- greitai išnyksta nuo gylio
Galvos banga
- greitis beveik lygus išilginės bangos greičiui
- sklindantis paviršiumi kiekviename taške sukuria skersinę bangą kampu į normalią
- banga greitai silpsta
1. Bangos lėkštėje (Lamb waves)
2. Bangos strypuose (Pochhammer bangos)
Skleidimo greitis priklauso nuo:
- dažniai (greičio sklaidos reiškinys)
- medžiagos elastingumo savybės
- skersiniai plokštės arba strypo matmenys
Būdingi du sklidimo greičiai:
- fazė - fazės kitimo greitis sklidimo kryptimi
- grupė - energijos sklidimo greitis impulso perdavimo metu 
Snello dėsnis (sinusų)
Atsispindėjusių ir lūžusių, išilginių ir skersinių bangų kryptis lemia sinusų dėsnis (Snello dėsnis).
Visoms bangoms kampo sinuso (tarp bangos krypties ir normalaus į sąsają) santykis su bangos greičiu bus pastovi. 

Kritiniai kampai
mažiausias išilginės bangos kritimo kampas, kuriam esant lūžusi išilginė banga neprasiskverbs į antrąją terpę (galvos bangos atsiradimas) 
mažiausias išilginės bangos kritimo kampas, kuriame lūžusi skersinė banga neprasiskverbs į antrąją terpę (paviršinės Rayleigh bangos išvaizda) 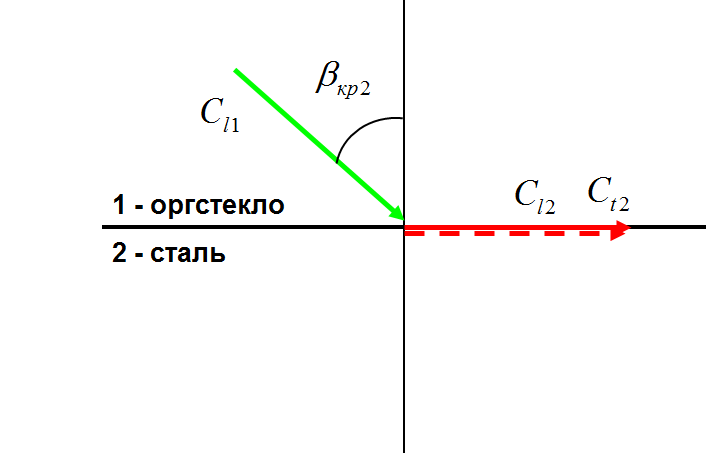

mažiausias skersinės bangos kritimo kampas, kuriame vis dar nėra atsispindėjusios išilginės bangos 

Įsivaizduojame pjezoelektrinę plokštę, susidedančią iš daugybės elementariųjų spindulių.
Netoliese ultragarsas sklinda lygiagrečio spindulių pluošto pavidalu (prožektorių zona).
Atstumai nuo skirtingų spindulių iki tam tikro taško B gali labai skirtis. Atitinkamai skiriasi ir gaunamų signalų fazės. Jei fazė sutampa, amplitudė didėja, jei fazės yra priešingos, amplitudė mažėja.
Pasirodo amplitudės maksimumai ir minimumai. Energija yra neskiriančiame pluošte. Ši sritis vadinama artimąja zona, artimu lauku arba Frenelio zona.
Artimojoje zonoje sunku nustatyti maksimalias atšvaitų aido signalų amplitudes, dėl to galima suklysti vertinant jų dydį, skaičių ir koordinates.
Pavyzdžiui, artimosios zonos viduryje laukas turi minimumą ant keitiklio ašies, o į šoną – maksimumus. Jei aptinkamas vienas nenutrūkstamumas, galite nuspręsti, kad buvo rasti du nutrūkimai, esantys abiejose tikrosios nutrūkimo padėties pusėse.
IN tolimoji zona maksimumai ir minimumai atsiranda įeinančių bangų fazių skirtumo įtakoje tik tada, kai taškas yra toliau nuo keitiklio ašies.
Pagrindinė lauko dalis yra spindulių, išsiskiriančių kūgiu nuo keitiklio centro, formos.
Didžiausia amplitudė atitinka keitiklio ašį. Didėjant kampui tarp bet kurio spindulio krypties ir ašies, amplitudė mažėja. Už tam tikro kampo (atidarymo kampo) spinduliuotė beveik nejaučiama. Atsidarymo kampas lemia spinduliavimo kryptį. 
a – apvalaus pjezoelektrinio elemento spindulys;
α - įterpimo kampas;
β - prizmės kampas;
λ – bangos ilgis;
- atidarymo kampas pagal lygį (-20) dB
n – koeficientas lygus 0,45 apvaliai ir 0,38 stačiakampei pjezoelektrinei plokštei 
![]()
Akustinės technologijos teorija
Apibrėžimas
Veikimo principas
Iš kur atsiranda bangų svyravimai?
Vykdome kontrolę Defektų nustatymo procedūra
Šios technikos taikymo sritis nustatant defektus
 Lauko bandymai
Lauko bandymai Ultragarsinės metalų ir suvirinimo siūlių kokybės kontrolės pranašumai yra šie:
Pagrindiniai ultragarsinio tyrimo trūkumai yra šie:




