Slides që teorikisht mund t'ju ndihmojnë të kaloni provimin e përgjithshëm për nivelet 1-2 në testimin me ultratinguj.
Shkurtesat:
NK - testim jo destruktiv
OK - objekt kontrolli
Termat dhe përkufizimet:
Kualiteti i produktit- një grup i vetive të produktit që përcaktojnë aftësinë e tij për të kënaqur disa nevoja në përputhje me qëllimin e tij
Kontrolli (kontrolli teknik)- kontrollimi i pajtueshmërisë së objektit me kërkesat teknike të përcaktuara
Lloji i kontrollit- grupimi i klasifikimit të kontrollit sipas një kriteri të caktuar
Metoda e kontrollit- rregullat për zbatimin e parimeve dhe kontrolleve të caktuara
Metoda e testimit jo destruktiv (NDT).- një metodë kontrolli në të cilën përshtatshmëria e objektit për përdorim nuk duhet të dëmtohet
Sistemi I kontrollit- një grup mjetesh kontrolli, interpretues dhe objekte të caktuara kontrolli që ndërveprojnë sipas rregullave të përcaktuara nga dokumentacioni rregullator përkatës
Mjeti i kontrollit- pajisje teknike, substancë dhe (ose) material për kryerjen e kontrollit
Gjurmueshmëria- një veti e një produkti që siguron mundësinë, komoditetin dhe besueshmërinë e kontrollit të tij gjatë prodhimit, testimit, mirëmbajtjes dhe riparimit
Kontrolli në hyrje- kontrolli i produkteve furnizuese të marra nga konsumatori ose klienti dhe të destinuara për përdorim në prodhimin, riparimin ose funksionimin e produkteve
Kontrolli operacional- kontrolli i një produkti ose procesi gjatë ose pas përfundimit të një operacioni teknologjik
Kontrolli i pranimit- kontrolli i produkteve, bazuar në rezultatet e të cilave merret një vendim për përshtatshmërinë e tij për furnizim dhe (ose) përdorim
Defekt- çdo mospërputhje individuale e objektit me kërkesat e vendosura (GOST 15467-79)
Mosvazhdimësi- shkelje e homogjenitetit të materialit, duke shkaktuar një ndryshim të menjëhershëm në një ose më shumë nga karakteristikat e tij fizike (dendësia, përshkueshmëria magnetike, shpejtësia e zërit, rezistenca ndaj valëve, etj.)
Produkt me defekt- një produkt që ka të paktën një defekt
Defekt kritik- një defekt në prani të të cilit përdorimi i produktit për qëllimin e tij është praktikisht i pamundur ose i papranueshëm
Defekt i rëndësishëm- një defekt që ndikon ndjeshëm në përdorimin e synuar të produktit dhe (ose) qëndrueshmërinë e tij, por nuk është kritik
Defekt i vogël- një defekt që nuk ndikon ndjeshëm në përdorimin e synuar të produktit dhe qëndrueshmërinë e tij
Besueshmëria e kontrollit- Karakteristikë (cilësore ose sasiore) e kontrollit, që tregon, në bazë të kritereve të paracaktuara, afërsinë me një situatë që përjashton si mbi-dhe nën-refuzimin
Rishkatërrimi- mungesa e defekteve në të paktën një nga objektet e refuzuara sipas rezultateve të inspektimit
Cilësi të dobët- prania e një defekti në të paktën një nga objektet e njohura si të përshtatshme sipas rezultateve të inspektimit
Siç dihet nga GOST 18353-79, ekzistojnë 9 lloje të NK:
1. Magnetike- lloji i NC, bazuar në analizën e ndërveprimit të fushës magnetike me OC)
2. Elektrike- lloji i NK, bazuar në regjistrimin e parametrave të fushës elektrike që ndërvepron me OC ose lind në OC si rezultat i ndikimit të jashtëm
3. Rrymë vorbull- lloji i NK, bazuar në analizën e ndërveprimit të fushës elektromagnetike të transduktorit të rrymës vorbull me fushën elektromagnetike të rrymave vorbull të induktuara në OC
4. Vala e radios- lloji i NK, bazuar në regjistrimin e ndryshimeve në parametrat e valëve elektromagnetike të diapazonit të radios që ndërveprojnë me OC
5. Termike- lloji i NDT bazuar në regjistrimin e ndryshimeve në fushat termike ose të temperaturës të OK të shkaktuara nga defektet
6. Optike- lloji i NC bazuar në regjistrimin e parametrave të rrezatimit optik që ndërveprojnë me OC
7. Rrezatimi- lloji i NK, bazuar në regjistrimin dhe analizën e rrezatimit jonizues depërtues pas ndërveprimit me OC
8. Akustike- një lloj testimi jo shkatërrues i bazuar në regjistrimin e parametrave të valëve elastike të ngacmuara dhe (ose) që dalin në OK
9. Substancat depërtuese(zbulimi kapilar dhe rrjedhje) - një lloj testimi jo shkatërrues i bazuar në depërtimin e substancave në zgavrat e defekteve OK
Metodat e secilit lloj NDT klasifikohen sipas kritereve të mëposhtme:
natyra e ndërveprimit të fushave fizike ose materies me OK;
parametrat kryesorë informues;
metodat e marrjes së informacionit parësor.
Klasifikimi i metodave sipas PB 03-440-02 pak më ndryshe.
“Rregullat për certifikimin e personelit në fushën e testimit jo shkatërrues” PB 03-440-02 përcakton procedurën për certifikimin e personelit që kryen NDT të pajisjeve teknike, ndërtesave dhe strukturave në objektet e prodhimit të rrezikshëm. Certifikimi i personelit në fushën e NDT kryhet për të konfirmuar mjaftueshmërinë e trajnimit teorik dhe praktik, përvojën dhe kompetencën e një specialisti, d.m.th. njohuritë e tij profesionale, aftësitë, mjeshtëria dhe dhënia e të drejtës për të kryer punë duke përdorur një ose më shumë lloje (metoda) të NDT. Specialistët e NDT, në varësi të trajnimit dhe përvojës së tyre të prodhimit, janë të certifikuar në tre nivele të kualifikimeve profesionale - I, II, III.
Personeli që kryen inspektimin e objekteve duke përdorur llojet (metodat) e mëposhtme të NDT i nënshtrohet certifikimit:
1. Rrezatimi RK (RT)
1.1. rreze X
1.2. Gamagrafike
1.3. Radioskopike
2. Ekografi me ultratinguj (UT)
2.1. Zbulimi i defekteve me ultratinguj
2.2. Matja e trashësisë tejzanor
3. Emetimi akustik AE (AT)
4. MK magnetik (MT)
4.1. Grimca magnetike
4.2. Magnetografike
4.3. Fluxgate
4.4. Efekti i sallës
4.5. Metal memorie magnetike
5. VC me rrymë vorbull (ET)
6. Agjentët depërtues
6.1. Kapilare
6.2. Zbulimi i rrjedhjeve
7. VD vibrodiagnostike
8. EC elektrike
9. TC termike
10. Optik OK
11. VIC vizuale dhe matës (VT)
12. Monitorimi i gjendjes sforcim-deformim të gjendjes sforcim-deformim
12.1. Rrezatimi
12.2. Tejzanor
12.3. Magnetike
12.4. Rrymë vorbull
Një kandidat që aplikon për certifikim në një nga tre nivelet e kualifikimit është i certifikuar në metoda specifike NDT. Fusha e certifikimit të çdo kandidati është fushëveprimi i veprimtarisë së tij në monitorimin e objekteve të veçanta:
1. Objektet e inspektimit të bojlerit
2. Sistemet e furnizimit me gaz (shpërndarjes së gazit):
3. Strukturat ngritëse
4. Objektet minerare
5. Objektet e industrisë së qymyrit
6. Pajisjet e industrisë së naftës dhe gazit
7. Pajisje për industrinë metalurgjike
8. Pajisjet për industritë e rrezikshme nga shpërthimi, zjarri dhe kimikisht
9. Objektet e transportit hekurudhor
10. Objektet e magazinimit dhe përpunimit të grurit
11. Ndërtesat dhe strukturat (kantieret e ndërtimit)
12. Pajisjet e energjisë elektrike
Tani le të kalojmë në përkufizimet nga seksioni "Lëkundjet dhe valët".
Hezitim- lëvizje rreth një pozicioni mesatar, të përsëritshëm në kohë
Valë- lëvizjet osciluese që përhapen në hapësirë: dridhjet e një pike të mediumit transmetohen në atë fqinje, etj.
Në akustikë, vibrimet dhe valët elastike merren parasysh; në llojet e tjera të testimit jo shkatërrues, përdoren dridhjet dhe valët elektromagnetike.
Elasticiteti- vetinë e pikave në mjedis që të kthehen në gjendjen e tyre fillestare pas ndërprerjes së ndikimit të forcës
Lëkundjet karakterizohen nga frekuenca dhe amplituda.
Frekuenca- numri i periodave (cikleve) të lëkundjeve për njësi të kohës (zakonisht një sekondë)
Dridhjet nga pika në pikë në medium transmetohen me një shpejtësi të caktuar - shpejtësinë e zërit.
Gjatësia e valës- distanca minimale midis dy pikave që lëkunden në të njëjtën fazë
Shpejtësia e zërit në shumë metale është rreth 6000 m/s. Në një frekuencë prej 6 MHz, gjatësia e valës është 1 mm. Testimi tejzanor i metaleve zakonisht përdor valë me gjatësi nga 0.06 në 12 mm. Valë tejzanor- procesi i përhapjes së dridhjeve elastike të frekuencës tejzanor në një mjedis material Valët e trupit Vala gjatësore ekziston në trupat e ngurtë, të lëngët dhe të gaztë. Valët tërthore ekzistojnë vetëm në trupat e ngurtë. Valët sipërfaqësore Valët në trupat e ngurtë të kufizuar Këndi i parë kritik Këndi i dytë kritik Këndi i tretë kritik Fushë tejzanor "Llojet jo shkatërruese të kontrollit të cilësisë së nyjeve të salduara"
Ju duhet të zgjidhni përgjigjen e saktë: 1.
Cili është qëllimi i inspektimit të një bashkimi të salduar?
a) për të eliminuar një defekt; b) të kontrollojë veprimet e tyre gjatë procesit të saldimit; c) për të dyja; 2. Çfarë përfshin zona e inspektimit të bashkimit të salduar?
a) tegel në të gjithë gjatësinë; b) tegel në të dy anët dhe zonat ngjitur; c) pjesë të veçanta të tegelit; 3. Cili është qëllimi i kontrollit paraprak?
?
a) parandalimi i formimit të defekteve në bashkimin e salduar; b) kursimi i kohës në saldim; c) identifikimin e defekteve në bashkimin e salduar 4. Cilat metoda inspektimi janë krijuar për të zbuluar defektet në sipërfaqe?
a) transndriçimi gama; b) kapilar; c) hidraulike; 5. Zona e kontrolluar gjatë inspektimit vizual përfshin?
a) saldimi; b) shtresa e saldimit dhe zona e prekur nga nxehtësia; c) tegeli i saldimit dhe zona e prekur nga nxehtësia nga ana e armaturës dhe nga ana e rrënjës; 6. Cila metodë e inspektimit identifikon më me besueshmëri defektet e brendshme?
a) luminescent; b) radioaktive; c) provat mekanike; 7. Cili është qëllimi i kërkimit metalografik?
?
a) identifikimin e defekteve në prerjen tërthore të bashkimit të salduar; b) përcaktimin e vetive mekanike të bashkimit të salduar; c) të dyja 8. Çfarë e përcakton zgjedhjen e metodës së kontrollit?
a) për kushtet e funksionimit; b) mbi kualifikimet e saldatorit; c) për madhësinë e strukturës; 9. A mund të zbulohen fistulat gjatë testeve hidraulike?
c) po, nëse janë nga skaji në fund; 10. A përdoret si burim i rrezatimit gama?
a) tub me rreze X; b) substancat radioaktive që vendosen në kapsulat e plumbit; c) rrezet infra të kuqe. Për të siguruar kushte të sigurta funksionimi për objekte të ndryshme me nyje të salduara, të gjitha shtresat duhet të inspektohen rregullisht. Pavarësisht nga risia ose jetëgjatësia e tyre, lidhjet metalike kontrollohen me metoda të ndryshme të zbulimit të defekteve. Metoda më efektive është ultratingulli - diagnostifikimi me ultratinguj, i cili është superior në saktësinë e rezultateve të marra ndaj zbulimit të defekteve me rreze X, zbulimit të gabimeve gama, zbulimit të defekteve në radio, etj. Kjo është larg nga një metodë e re (testimi me ultratinguj u krye për herë të parë në vitin 1930), por është shumë popullor dhe përdoret pothuajse kudo. Kjo për faktin se prania edhe e atyre të voglave çon në humbjen e pashmangshme të vetive fizike, si forca, dhe me kalimin e kohës në shkatërrimin e lidhjes dhe papërshtatshmërinë e të gjithë strukturës.
Vala e ultrazërit nuk perceptohet nga veshi i njeriut, por është bazë për shumë metoda diagnostikuese. Jo vetëm zbulimi i defekteve, por edhe industritë e tjera diagnostikuese përdorin teknika të ndryshme të bazuara në depërtimin dhe reflektimin e valëve tejzanor. Ato janë veçanërisht të rëndësishme për ato industri në të cilat kërkesa kryesore është papranueshmëria e dëmtimit të objektit në studim gjatë procesit diagnostikues (për shembull, në mjekësinë diagnostike). Kështu, metoda tejzanor e monitorimit të saldimeve është një metodë jo shkatërruese e kontrollit të cilësisë dhe identifikimit të vendndodhjes së defekteve të caktuara (GOST 14782-86). Cilësia e testimit tejzanor varet nga shumë faktorë, si ndjeshmëria e instrumenteve, konfigurimi dhe kalibrimi, zgjedhja e një metode diagnostike më të përshtatshme, përvoja e operatorit dhe të tjera. Kontrolli i qepjeve për përshtatshmërinë (GOST 14782-86) dhe miratimi i një objekti për funksionim nuk është i mundur pa përcaktuar cilësinë e të gjitha llojeve të nyjeve dhe duke eliminuar edhe defektin më të vogël. Testimi tejzanor i saldimeve është një metodë jo shkatërruese e monitorimit dhe kërkimit të defekteve mekanike të fshehura dhe të brendshme me përmasa të papranueshme dhe devijime kimike nga një standard i caktuar. Metoda e zbulimit të defekteve me ultratinguj (USD) përdoret për të diagnostikuar nyje të ndryshme të salduara. Testimi tejzanor është efektiv në identifikimin e zbrazëtirave të ajrit, përbërjes kimikisht jo uniforme (investimet e skorjeve në) dhe identifikimin e pranisë së elementeve jometalike.
Teknologjia e testimit me ultratinguj bazohet në aftësinë e dridhjeve me frekuencë të lartë (rreth 20,000 Hz) për të depërtuar në metal dhe për t'u reflektuar nga sipërfaqja e gërvishtjeve, zbrazëtirave dhe parregullsive të tjera. Një valë diagnostike e krijuar artificialisht, e drejtuar, depërton në lidhjen që testohet dhe, nëse zbulohet një defekt, devijon nga përhapja e saj normale. Operatori i ultrazërit e sheh këtë devijim në ekranet e instrumentit dhe, bazuar në lexime të caktuara të të dhënave, mund të karakterizojë defektin e identifikuar. Për shembull: Sot, industria përdor pesë metoda kryesore të testimit tejzanor (GOST 23829 - 79), të cilat ndryshojnë vetëm në mënyrën se si regjistrojnë dhe vlerësojnë të dhënat: Pothuajse të gjitha pajisjet për diagnostikim duke përdorur metodën e valës tejzanor janë krijuar sipas një parimi të ngjashëm. Elementi kryesor i punës është një pllakë sensor piezoelektrike e bërë nga kuarci ose titaniti i bariumit. Sensori piezoelektrik i pajisjes me ultratinguj ndodhet në kokën e kërkimit prizmatik (në sondë). Sonda vendoset përgjatë qepjeve dhe lëviz ngadalë, duke dhënë një lëvizje reciproke. Në këtë kohë, një rrymë me frekuencë të lartë (0,8-2,5 MHz) furnizohet në pllakë, si rezultat i së cilës ajo fillon të lëshojë rreze dridhjesh tejzanor pingul me gjatësinë e saj. Valët e reflektuara perceptohen nga e njëjta pllakë (një tjetër sondë marrëse), e cila i shndërron ato në rrymë elektrike alternative dhe menjëherë e refuzon valën në ekranin e oshiloskopit (shfaqet një kulm i ndërmjetëm). Gjatë testimit me ultratinguj, sensori dërgon impulse të shkurtra të alternuara të dridhjeve elastike me kohëzgjatje të ndryshme (vlera e rregullueshme, μs) duke i ndarë ato me pauza më të gjata (1-5 μs). Kjo ju lejon të përcaktoni praninë e një defekti dhe thellësinë e shfaqjes së tij. Ndonjëherë, për të përcaktuar natyrën më të saktë të defektit, karakteristikat nga ekografia nuk janë të mjaftueshme dhe është e nevojshme të aplikohen studime më të detajuara duke përdorur zbulimin e difektit me rreze X ose zbulimin e difekteve gama.
Inspektimi i saldimeve me bazë ultratinguj është mjaft i qartë. Dhe me një metodë testimi të saldimit të kryer në mënyrë korrekte, ai jep një përgjigje plotësisht gjithëpërfshirëse në lidhje me defektin ekzistues. Por fushëveprimi i aplikimit të testimit tejzanor ka gjithashtu. Duke përdorur testin tejzanor është e mundur të identifikohen defektet e mëposhtme: Një test i tillë tejzanor mund të kryhet në metalet e mëposhtme: Ultratingulli kryhet brenda kornizës gjeometrike: Llojet e mëposhtme të qepjeve i nënshtrohen inspektimit: Fushat kryesore të përdorimit të kësaj teknike Nuk është vetëm në sektorët industrialë që përdoret metoda tejzanor e monitorimit të integritetit të qepjeve. Ky shërbim – skanimi me ultratinguj – porositet edhe privatisht gjatë ndërtimit apo rindërtimit të shtëpive. Testimi me ultratinguj përdoret më shpesh: Më poshtë janë pyetjet e përgjithshme në lidhje me biletat gjatë certifikimit të specialistëve të testimit jo-shkatërrues në nivelet I, II dhe III. Metodat optike, vizuale dhe matëse të testimit jo destruktiv: Metoda kapilare Metoda me ultratinguj Metoda magnetike Metoda elektrike Metoda termike Metoda e zbulimit të rrjedhjeve Metoda e valëve të radios Metoda e rrezatimit Metoda e rrymës vorbull Metoda e emetimit akustik Agjencia Federale për Transportin Hekurudhor Institucioni Arsimor Shtetëror Federal Arsimi i mesëm profesional Kolegji Penza i Transportit Hekurudhor Testimi jo destruktiv i komponentëve dhe pjesëve,sistemet e diagnostikimit teknik Test Pyetja nr. 1. Dispozitat e përgjithshme të testimit jo-shkatërrues Pyetja nr. 2. Lloji magnetik i testimit jo destruktiv Pyetja nr 3. Objektivat e mjeteve dhe klasifikimi i sistemeve të diagnostikimit teknik Pyetja nr. 1. Dispozitat e përgjithshme të testimit jo-shkatërrues Diagnostifikimi teknik- një fushë njohurish që mbulon teorinë, metodat dhe mjetet e përcaktimit të gjendjes teknike të objekteve (GOST 20911-89) (17). Diagnostifikimi teknik- procesi i përcaktimit të gjendjes teknike të një objekti, duke treguar vendndodhjen, llojin dhe shkaqet e defekteve dhe dëmtimeve. Sistemi i diagnostikimit teknik PS është një grup objektesh, metodash dhe mjetesh, si dhe interpretuesish, i cili lejon që diagnostikimi të kryhet sipas rregullave të përcaktuara nga dokumentacioni rregullator dhe teknik përkatës. Ky sistem është krijuar për të zgjidhur problemet e mëposhtme: diagnoza(nga "diagnoza" greke - njohje, përcaktim) - vlerësimi i gjendjes teknike të një nënstacioni ose njësie montimi në një moment të caktuar kohor (në këtë rast, përcaktohet cilësia e prodhimit ose riparimit të makinave dhe lokomotivave); parashikimi(nga "parashikimi" grek - largpamësia, parashikimi) i gjendjes teknike në të cilën do të gjendet një njësi lëvizëse pas një periudhe të caktuar funksionimi (për shembull, në pikat e mirëmbajtjes teknike (PTO) të makinave, jo vetëm gjendja teknike është të përcaktuara, por edhe çështja e mundësisë së zhvendosjes së makinave në tjetrën është vendosur PTO pa dështime); gjenezë(origjina, ngjarja, procesi i formimit) - vendosja e gjendjes teknike të PS në të kaluarën (për shembull, para një aksidenti, përplasjeje, ngjarje të tjera emergjente); zgjidhja e problemeve të këtij lloji quhet gjenetikë teknike. Diagnostifikimi kryhet në çdo fazë të ciklit jetësor të nënstacionit: në fazën e projektimit, gjatë prodhimit, gjatë funksionimit dhe gjatë të gjitha llojeve të planifikuara të riparimeve. Një makinë, lokomotivë, njësi montimi ose pjesë si objekte diagnostikuese (OD) përjetojnë ndikime operacionale gjatë funksionimit të tyre normal dhe ndikime testuese nga mjetet e diagnostikimit teknik (TD), duke simuluar kushtet e funksionimit të nënstacionit afër atyre operacionale. Gjendja teknike e OD mund të gjykohet nga parametrat diagnostikues (DP). Oriz. 1 Bllok skemë e sistemit për diagnostikimin teknik të makinave dhe lokomotivave. Informacioni nga STD, i cili mat dhe konverton parametrat sipas një algoritmi diagnostikues të zhvilluar paraprakisht (AD), shkon te operatori (O) për të marrë një vendim. Në fazën e projektimit të PS, zhvillohet një model matematikor i objektit diagnostik, përcaktohen taktikat e menaxhimit të performancës, formulohen kërkesat për diagnostifikimin dhe teknologjinë për zbatimin e tij, dhe caktohet një sekuencë e punës parandaluese dhe riparimi në objekt. Sipas qëllimit të tyre, sistemet diagnostikuese ndahen në sisteme për kontrollin e funksionimit (nëse një makinë, lokomotivë ose njësi montimi është duke punuar ose me defekt), funksionimin e saktë (a korrespondojnë parametrat e funksionimit të tij me gjendjen e mirë teknike), praninë e një defekti (përcaktimi i vendndodhjes, llojit dhe llojit të defektit, arsyet e shfaqjes së tij). Sistemet e diagnostikimit teknik ndahen gjithashtu në të përgjithshme (për vlerësimin e gjendjes teknike të njësive të montimit dhe pjesëve), funksionale gjatë funksionimit të makinave, test (kur PS ose njësia e montimit preket nga STD )
dhe të kombinuara (një kombinim i metodave diagnostike funksionale dhe testuese). Pyetja nr. 2. Lloji magnetik i testimit jo destruktiv Lloji magnetik i NDT bazohet në një analizë të ndërveprimit të objektit të provës me një fushë magnetike dhe është i zbatueshëm vetëm për pjesët e bëra nga metale ose lidhje që mund të magnetizohen. Ai kontrollon pjesët e lirshme ose pjesët e pjesëve që janë të hapura për akses për të identifikuar defektet sipërfaqësore ose nëntokësore. Në transportin hekurudhor, objektet e mëposhtme të mjeteve hekurudhore i nënshtrohen testimit magnetik: pjesët e pajisjeve të tërheqjes dhe frenimit, kornizat e karrocave të modeleve të ndryshme, të montuara dhe individualisht, kunjat rrotulluese, boshtet e çifteve të rrotave të të gjitha llojeve, të montuara dhe në gjendje të lirë, disqe, fllanxha dhe fole të rrotave të lokomotivës, unaza të lirshme të kushinetave të boshtit, si dhe unaza të brendshme të shtypura mbi ditarët e boshtit, buzët e ingranazheve dhe ingranazhet tërheqëse, boshtet e gjeneratorit, motorët tërheqës dhe montazhet e ingranazheve, unazat e shtytjes, mbylljet , susta, bulona, etj. P. Një fushë force thuhet se ekziston në hapësirën "boshe" nëse një forcë vepron mbi një objekt në atë hapësirë. Për shembull, një person përjeton vazhdimisht veprimin e një fushe gravitacionale: kudo që të jetë, Toka e tërheq atë me të njëjtën forcë në madhësi dhe drejtim. Për të gjitha fushat e forcës, struktura e formulës për përcaktimin e forcës së fushës është e njëjtë. Ai përfshin gjithmonë produktin e një ose më shumë sasive që karakterizojnë trupin (masa, ngarkesa, shpejtësia, etj.) nga një sasi vektoriale që karakterizon fushën në pikën ku ndodhet trupi. Kjo sasi quhet tensioni fusha. Çdo fushë force krijohet nga ato dhe vetëm ato trupa mbi të cilët mund të veprojë. Për shembull, çdo objekt, pavarësisht nga madhësia, masa, ngjyra, etj., krijon një fushë gravitacionale rreth vetes, e cila tërheq objekte të tjera përgjatë një linje që lidh qendrat e tyre të gravitetit. Le të marrim një natyrë fizike të ndryshme, një fushë elektrostatike (Coulomb). Theksojmë se fusha elektrostatike është më selektive, ajo krijohet vetëm nga trupa të ngarkuar, ngarkesat e të cilëve mund të jenë pozitive dhe negative, por masa është gjithmonë pozitive. Por ndërtimi i formulave është i njëjtë: për të marrë forcën, është e nevojshme të shumëzohet një vlerë e caktuar që lidhet me trupin me forcën e fushës në këtë pikë. Fushat e forcës përshkruhen nga linjat e forcës. Vetia kryesore e vijës së forcës së çdo fushe është se në çdo pikë nëpër të cilën kalon, drejtimi i vektorit të intensitetit përkon me drejtimin e tangjentes ndaj tij në të njëjtën pikë, dhe gjatësitë e vektorëve, d.m.th. vlerat e tensionit në të gjitha pikat e linjës elektrike janë të njëjta. Forca e fushës është më e madhe aty ku linjat janë më të dendura .
Nga grupi i linjave mund të gjykohet jo vetëm drejtimi, por edhe madhësia e forcës së fushës në secilën pikë. Një fushë, forca e së cilës është e njëjtë në të gjitha pikat quhet homogjene. Përndryshe nuk është uniforme. Një fushë magnetike është një nga llojet e fushave të forcës. Por ndryshe nga elektrostatike, është edhe më selektiv - vepron vetëm në ngarkesat lëvizëse. Edhe në fushat më të forta magnetike, asnjë forcë nuk vepron mbi objektet e ngarkuara të palëvizshme. Bëhet e qartë se "dizajni" i formulës për përcaktimin e forcës që vepron në një trup lëvizës në një fushë magnetike duhet të jetë më kompleks se ato të mëparshme. Metodat e testimit magnetik mund të përdoren vetëm për pjesët e bëra nga materiale feromagnetike. Ato bazohen në zbulimin ose matjen e fushave magnetike të humbur që lindin në sipërfaqen e një pjese të magnetizuar në vendet ku ka shkelje të integritetit të materialit ose përfshirje me një përshkueshmëri të ndryshme magnetike. Kjo metodë kontrolli përbëhet nga operacionet e mëposhtme teknologjike: përgatitja e produktit për kontroll; magnetizimi i një produkti ose një pjese të tij; aplikimi i pluhurit ferromagnetik (metoda e thatë) ose suspensioni (metoda e lagësht) në sipërfaqen e produktit; ekzaminimi sipërfaqësor dhe interpretimi i rezultateve të inspektimit; demagnetizimi. Përgatitja e produkteve për inspektim përfshin pastrimin e plotë të tyre. Ekzistojnë tre metoda të magnetizimit: polare (gjatësore), jopolare (rrethore) dhe e kombinuar. Me magnetizimin e poleve, përdoren elektromagnetët dhe solenoidet. Gjatë magnetizimit përmes pjesës kalon një rrymë e madhe e tensionit të ulët.Nëse pjesa është e zbrazët, atëherë përdoret metoda e magnetizimit të elektrodës. Metoda e kombinuar është një kombinim i metodave të magnetizimit pa pol dhe polare .
Me magnetizimin e poleve, formohet një fushë gjatësore, në të cilën zbulohen çarje tërthore. Me magnetizimin jopolar, zbulohen defekte gjatësore (çarje, vija flokësh, etj.) dhe çarje radiale në sipërfaqet fundore. Me magnetizimin e kombinuar, produkti ekspozohet njëkohësisht në dy pole magnetike reciproke pingule, gjë që bën të mundur zbulimin e defekteve në çdo drejtim. Për të magnetizuar produktet, mund të përdoret rryma alternative dhe e drejtpërdrejtë, si dhe rryma pulsuese. Magneziti (oksidi i hekurit Fe3O4) me ngjyrë të zezë ose kafe të errët përdoret si pluhur magnetik për të kontrolluar produktet me një sipërfaqe të lehtë. Oksidi i hekurit (Fe2O3) me ngjyrë kafe-kuqe përdoret për të kontrolluar produktet me sipërfaqe të errët. Mbushjet prej çeliku të butë kanë vetitë më të mira magnetike. Për të kontrolluar produktet me një sipërfaqe të errët, përdoren gjithashtu pluhura me ngjyra. Vajrat organikë shërbejnë si bazë e lëngshme për përzierjet (suspensionet). Gjatë përgatitjes së përzierjes, zakonisht në 1 litër lëng shtohen 125-175 g pluhur oksid hekuri ose 200 g tallash. Në varësi të vetive magnetike të materialit, testimi mund të bëhet duke përdorur magnetizimin e mbetur të produktit ose në një fushë magnetike të aplikuar. Në rastin e parë, pluhuri aplikohet në pjesën me detektor të defektit të fikur, dhe në rastin e dytë, me detektorin e difektit të ndezur. Nëse ka një defekt, grimcat e pluhurit, që vendosen në zonën e skajeve të plasaritjes, përshkruani konturin e saj, d.m.th. tregojnë vendndodhjen, formën dhe gjatësinë e saj. Pjesët me magnetizëm të lartë të mbetur mund të tërheqin produkte gërryese për një kohë të gjatë, gjë që mund të shkaktojë rritje të konsumit gërryes. Prandaj, këto pjesë duhet të demagnetizohen. Pyetja nr 3. Objektivat e mjeteve dhe klasifikimi i sistemeve të diagnostikimit teknik Mjetet diagnostikuese teknike nënkuptojnë një grup mjetesh teknike për vlerësimin e gjendjes teknike të objektit të kontrollit. Në varësi të detyrave dhe fushës së aplikimit, mjetet diagnostikuese teknike mund të klasifikohen sipas kritereve të ndryshme. Nga pikëpamja e fushës së aplikimit, STD mund të ndahet në standarde dhe speciale. STD-të standarde janë të destinuara kryesisht për diagnostikimin funksional, d.m.th. për monitorimin rutinë të gjendjes teknike. Këto përfshijnë stendat, instrumentet mikrometrike, treguesit, detektorët e difekteve, instrumentet për matjen e sasive të ndryshme fizike. Sipas qëllimit të tyre, STD-të ndahen në universale (për qëllime të përgjithshme) dhe të specializuara. STD-të universale janë krijuar për të matur parametrat (rryma elektrike, tensioni, forca dhe induksioni i fushës magnetike, analiza spektrale e dridhjeve dhe zhurmës, mjetet e zbulimit të defekteve, etj.) të gjendjes teknike të nënstacioneve të dizajneve të ndryshme. SST të specializuara janë krijuar për të diagnostikuar elementë specifikë të makinave, makinave të ngjashme dhe lokomotivave. STD-të përbëhen, si rregull, nga burime ndikimi në objektin e kontrolluar (në metodën e provës), konvertuesit, kanalet e komunikimit, amplifikatorët dhe konvertuesit e sinjalit, njësitë matëse, dekodimi dhe regjistrimi (regjistrimi) i parametrave diagnostikues, njësitë e grumbullimit dhe përpunimit të informacionit. bazuar në teknologjinë e mikroprocesorit, e përputhshme me kompjuterin personal. Nga pikëpamja e lëvizshmërisë, STD-të ndahen në të integruara dhe të lëvizshme. STD-të e integruara janë montuar në modelin e përgjithshëm të objektit të monitorimit (për shembull, sensorët e ngrohjes për kushinetat e boshteve të makinave të pasagjerëve) dhe përdoren për monitorimin e vazhdueshëm të njësive të montimit, dështimet e të cilave kërcënojnë sigurinë e trafikut të trenave ose teknike. gjendja e së cilës mund të përcaktohet vetëm nën ngarkesat e funksionimit (parametrat e një motori me naftë që funksionon, kompresori). FAQJA_BREAK-- STD-të e jashtme kryhen në formën e instalimeve të palëvizshme, të lëvizshme, pajisjeve portative të lidhura me makinën gjatë periudhës së kontrollit. Në bazë të llojeve të diagnostikimit, metodat dhe mjetet diagnostikuese ndahen në funksionale dhe testuese.Metodat funksionale përbëhen nga sinjalet matëse që dalin gjatë funksionimit të nënstacioneve ose njësive të montimit në kushte normale funksionimi. Me metodën e provës, sinjalet gjenerohen si reflektim i ndikimit të jashtëm të agjentit diagnostikues. Instalimet moderne diagnostikuese janë komplekse kompakte kompjuterësh të specializuar, brenda të cilëve sigurohen blloqet përkatëse (struktura e kompjuterit D-U). Dy tendenca janë shfaqur në ndërtimin e STD: në formën e strukturave dhe sistemeve me shumë parametra me dekodim të thelluar të informacionit. Në rastin e parë, në objektin diagnostikues janë instaluar një numër i madh konvertuesish të ndryshëm sipas një skeme të caktuar, me ndihmën e të cilave regjistrohen shumë parametra për të vlerësuar gjendjen teknike të objektit. Kjo qasje kërkon një kohë të konsiderueshme dhe zvogëlon gjasat e funksionimit pa dështim të sistemit diagnostikues. Tendenca e dytë është instalimi i një numri minimal konvertuesish, por një analizë më e thellë e informacionit të marrë duke identifikuar sinjale - ndërhyrje dhe sinjale të dobishme nga objekti i kontrolluar, në bazë të të cilave merret një vendim për gjendjen teknike të tij. STD moderne bën të mundur zbatimin e prirjes së dytë, në të cilën, pavarësisht nga ndërlikimi i skemës së përgjithshme diagnostikuese, është e mundur të arrihet një reduktim i ndjeshëm i kostove materiale me besueshmëri të lartë kontrolli. SST-të kryesore të përdorura në funksionim dhe gjatë llojeve të planifikuara të riparimeve të makinave janë paraqitur në tabelë. Për të kontrolluar makinat në trenat që vijnë, janë zhvilluar pajisjet e ARM-OV - një stacion i automatizuar pune për një inspektor makinash. Plani për zhvillimin afatgjatë të industrisë së karrocave parashikon përdorimin e teknologjive shumë efikase pa mbeturina për mirëmbajtjen dhe riparimin e karrocave me përdorimin e gjerë të sistemeve të automatizuara diagnostikuese për monitorimin e gjendjes teknike të njësive të montimit: Kompleksi i automatizuar pa kontakt për monitorimin e grupeve të rrotave të mjeteve lëvizëse në lëvizje "Express-Profile"; Kompleksi i automatizuar diagnostikues për matjen e çifteve të rrotave të makinave në afrimet e stacionit Kompleks; Sistemi për përcaktimin e cilësisë së ngarkimit të makinës; Pajisja automatike e kontrollit të rrotave dhe rrëshqitja e kutisë së boshtit; Sistemi i integruar i monitorimit për rrotat e frenuara, rrëshqitësit, saldimet, gërvishtje, rrotullim i pabarabartë, kreshtë e hollë, çarje e rrotave; Sistem monitorimi për kapakët dhe dyert e hapura, të pafiksuara, të deformuara të kamionëve të mallrave; Sistemi i automatizuar për zbulimin e makinave me dinamikë negative (ASOOD) në afrimin e stacionit. Pajisja e pikave të mirëmbajtjes së rrjetit me sisteme të automatizuara diagnostikuese do të sigurojë kalimin e sigurt të trenave që peshojnë deri në 14 mijë tonë në zona të rritura garancie. Letërsia Testimi jo shkatërrues në industrinë e karrocave. PO. Moikin. 2. Metodat moderne të diagnostikimit teknik dhe testimit jo destruktiv të pjesëve dhe montimeve të mjeteve hekurudhore. Krivorudchenko V.F., Akhmedzhanov R.A. 3. Testimi jo shkatërrues në industrinë e karrocave. PO. Moikin. 4. Teknologjia e riparimit të makinave. B.V. Bykov, V.E. Pigarev.
Amplituda- devijimi më i madh nga pozicioni i ekuilibrit
Në testimin tejzanor zakonisht matet zbutja e amplitudës A" në raport me lëkundjet Ao të ngacmuara në objektin e provës. Për këtë përdoren njësitë logaritmike - decibel (dB).
Sepse A" 

Në akustikë, mediat izotropike merren parasysh.
Izotropia- pavarësia e vetive fizike të mediumit nga drejtimi në të. Mediat në të cilat vetitë varen nga drejtimi quhen anizotropike.
Ray- drejtimi në të cilin përhapet energjia maksimale e procesit valor
Përpara- një grup pikash që lëkunden në një fazë, në të cilën procesi valor ka arritur në një moment të caktuar
Gama e frekuencës së dridhjeve elastike
Lëvizja osciluese e grimcave individuale ndodh në të njëjtin drejtim në të cilin përhapet vala. 
Grimcat individuale lëkunden në një drejtim pingul me drejtimin e përhapjes së valës. 
Valët tërthore ndahen në SH të polarizuara horizontalisht dhe SV të polarizuara vertikalisht. Kur monitorohet me një sondë të prirur, përdoret një valë tërthore e polarizuar SV.
Vala sipërfaqësore (Rayleigh)
- kombinimi i valëve gjatësore dhe tërthore
- përhapet përgjatë kufirit të lirë të një trupi të fortë
- grimcat lëkunden në elips
- vala udhëton në distanca të gjata
- zbehet shpejt me thellësi
Valë e kokës
- shpejtësia është pothuajse e barabartë me shpejtësinë e valës gjatësore
- kur përhapet përgjatë sipërfaqes në çdo pikë gjeneron një valë tërthore në një kënd me normalen
- vala dobësohet shpejt
1. Valët në një pjatë (valët e qengjit)
2. Valët në shufra (valët Pochhammer)
Shpejtësia e përhapjes varet nga:
- frekuencat (fenomeni i dispersionit të shpejtësisë)
- vetitë elastike të materialit
- dimensionet tërthore të pllakës ose shufrës
Dy shpejtësi të përhapjes janë karakteristike:
- faza - shkalla e ndryshimit fazor në drejtimin e përhapjes
- grupi - shpejtësia e përhapjes së energjisë gjatë transmetimit të impulsit 
Ligji i Snell-it (i sinuseve)
Drejtimi i valëve të reflektuara dhe të përthyera, gjatësore dhe tërthore përcaktohet nga ligji i sinuseve (ligji i Snell-it).
Për të gjitha valët, raporti i sinusit të këndit (midis drejtimit të valës dhe normales me ndërfaqen) me shpejtësinë e valës do të jetë një vlerë konstante. 

Kënde kritike
këndi më i vogël i rënies së një vale gjatësore në të cilën vala gjatësore e thyer nuk do të depërtojë në mediumin e dytë (shfaqja e valës së kokës) 
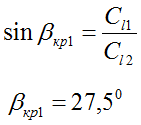
këndi më i vogël i incidencës së një vale gjatësore në të cilën vala e tërthortë e thyer nuk do të depërtojë në mediumin e dytë (shfaqja e një valë sipërfaqësore Rayleigh) 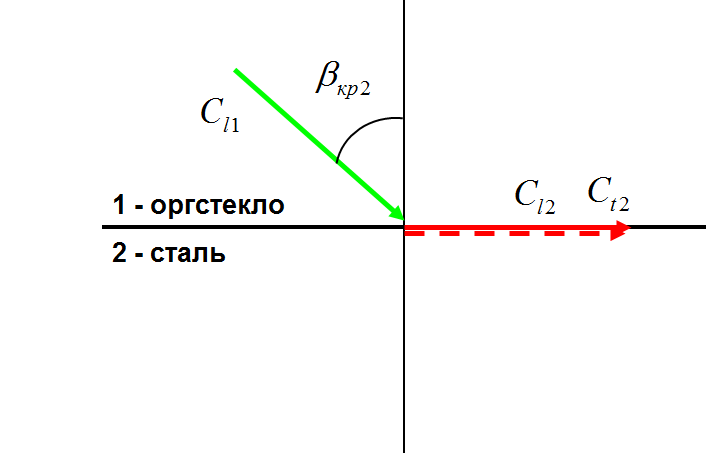

këndi më i vogël i incidencës së një vale tërthore në të cilën nuk ka ende valë gjatësore të reflektuar 

Ne imagjinojmë një pllakë piezoelektrike të përbërë nga një numër i madh emetuesve elementar.
Në afërsi të menjëhershme, ultratingulli përhapet në formën e një rrezeje paralele rrezesh (zona e fokusit).
Distancat nga emetuesit e ndryshëm në një pikë të caktuar B mund të ndryshojnë shumë. Prandaj, fazat e sinjaleve hyrëse gjithashtu ndryshojnë. Nëse faza përkon, amplituda rritet, nëse fazat janë të kundërta, amplituda zvogëlohet.
Shfaqen maksimalet dhe minimumet e amplitudës. Energjia gjendet brenda rrezes jo divergjente. Ky rajon quhet zona e afërt, fusha e afërt ose Zona Fresnel.
Në zonën e afërt, është e vështirë të përcaktohen amplituda maksimale e sinjaleve të jehonës nga reflektorët, si rezultat i të cilave mund të bëni gabime në vlerësimin e madhësisë, numrit dhe koordinatave të tyre.
Për shembull, në mes të zonës së afërt fusha ka një minimum në boshtin e transduktorit, dhe në anën ka maksimum. Nëse zbulohet një ndërprerje, mund të vendosni që janë gjetur dy ndërprerje, të vendosura në të dyja anët e pozicionit të vërtetë të ndërprerjes.
NË zonë e largët shfaqja e maksimumeve dhe minimaleve nën ndikimin e diferencës fazore të valëve hyrëse ndodh vetëm kur pika ndodhet larg boshtit të transduktorit.
Pjesa kryesore e fushës ka formën e rrezeve që ndryshojnë në një kon nga qendra e dhënës.
Amplituda maksimale korrespondon me boshtin e transduktorit. Ndërsa këndi midis drejtimit të çdo rrezeje dhe boshtit rritet, amplituda zvogëlohet. Përtej një këndi të caktuar (këndi i hapjes), rrezatimi pothuajse nuk ndihet. Këndi i hapjes përcakton drejtimin e rrezatimit. 
a është rrezja e elementit piezoelektrik të rrumbullakët;
α - këndi i futjes;
β - këndi i prizmit;
λ – gjatësia e valës;
- këndi i hapjes sipas nivelit (-20) dB
n – koeficienti i barabartë me 0,45 për një rrumbullakët dhe 0,38 për një pllakë piezoelektrike drejtkëndore 
![]()
Teoria e teknologjisë akustike
Përkufizimi
Parimi i funksionimit
Nga vijnë lëkundjet e valëve?
Ne kryejmë kontroll Procedura e zbulimit të defekteve
Fusha e aplikimit të kësaj teknike gjatë identifikimit të defekteve
 Testimi në terren
Testimi në terren Përparësitë e kontrollit të cilësisë tejzanor të metaleve dhe saldimeve përfshijnë:
Disavantazhet kryesore të testimit me ultratinguj përfshijnë:




